Cable tray size calculation determines the correct tray width, depth, support span, and load verification path for safely routing electrical cables. Treat the calculation as three linked checks: cable fill based on the applicable electrical code or project specification, total cable weight compared with the manufacturer’s safe working load table, and deflection under the selected support span. IEC 61537 is an important cable tray and cable ladder system standard for requirements and tests, while installation fill limits may also come from NEC Article 392, local codes, consultant specifications, or project rules.
The foundational estimating formula is straightforward: required tray cross-sectional area equals the sum of all cable outside-diameter areas divided by the permitted fill ratio. For early design and quotation review, many projects use conservative assumptions such as 0.40 (40%) for multi-layer or uncertain arrangements and 0.50 (50%) only for confirmed single-layer arrangements. These values should be treated as design assumptions to be checked against the governing code, project specification, and cable manufacturer data, not as a universal rule from a single standard.
Last updated: June 10, 2026. This revision clarifies the difference between product standards, installation codes, manufacturer load tables, and project-specific engineering assumptions.
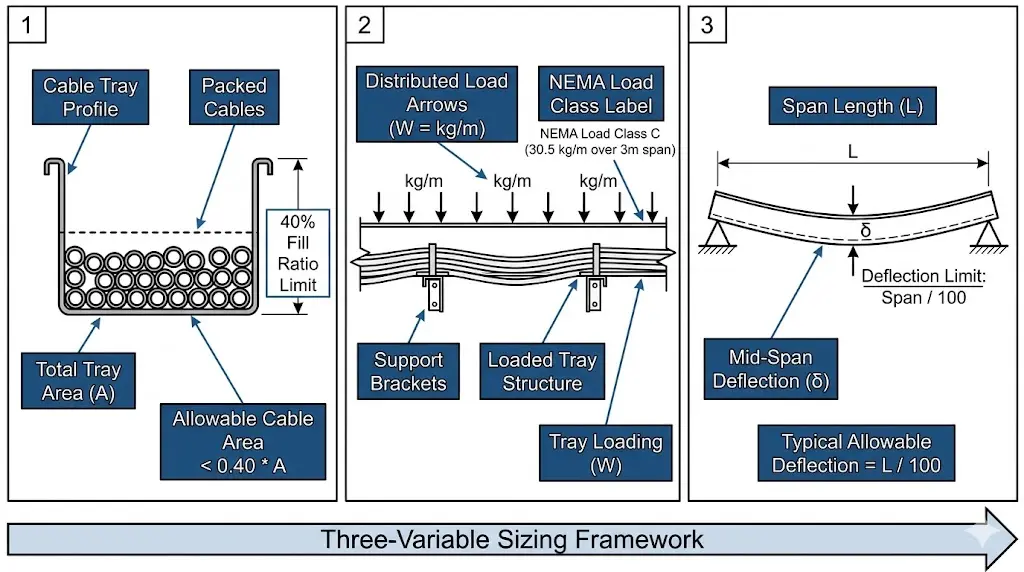
The Three Input Variables
Every cable tray size calculation starts with three inputs:
Cable inventory — the outer diameter (OD) and weight per metre of every cable in the run
Tray span — the centre-to-centre distance between support brackets (typically 1,500–3,000 mm)
Load class — the IEC 61537 structural rating required to carry the total cable bundle weight
These three variables are interdependent. A wider tray reduces fill ratio; a shorter span permits a lower load class; a higher load class allows a longer span. Optimising all three simultaneously is what separates a well-engineered cable management system from an over-specified one.
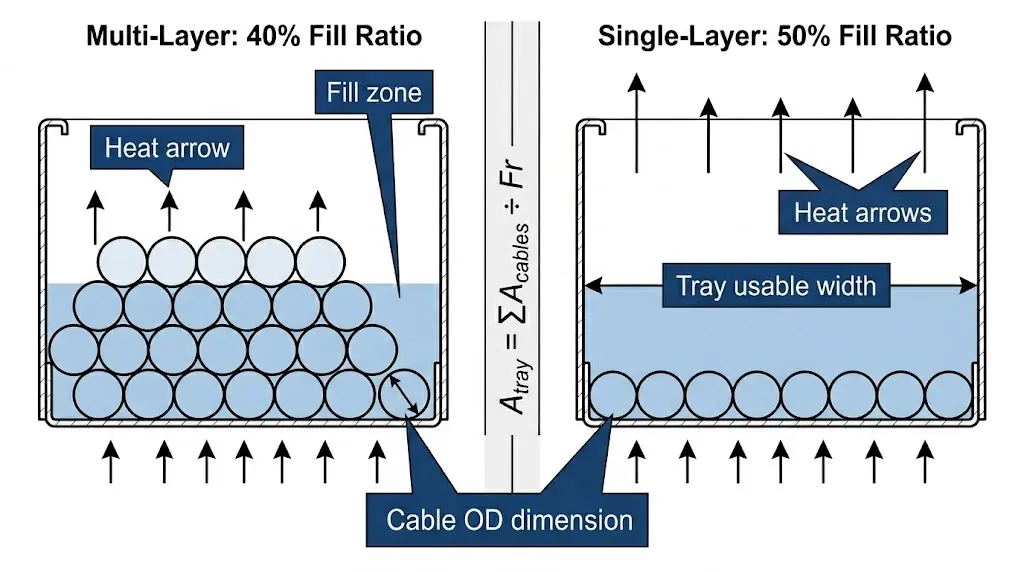
Fill Ratio Rule: 40% vs. 50%
The fill ratio limit exists because cables in a single layer dissipate heat laterally, while stacked cables trap heat in the bundle core. The lower 40% limit for multi-layer arrangements compensates for this reduced heat dissipation and preserves ampacity derating margins. Using 50% when cables are actually stacked is the single most common engineering error in cable tray sizing — and it is caught at commissioning, not during design.
Step 1 — Build Your Cable Inventory
Accurate cable tray size calculation is impossible without a complete cable schedule. Before touching any formula, collect four parameters for every cable routed in the tray segment being sized.
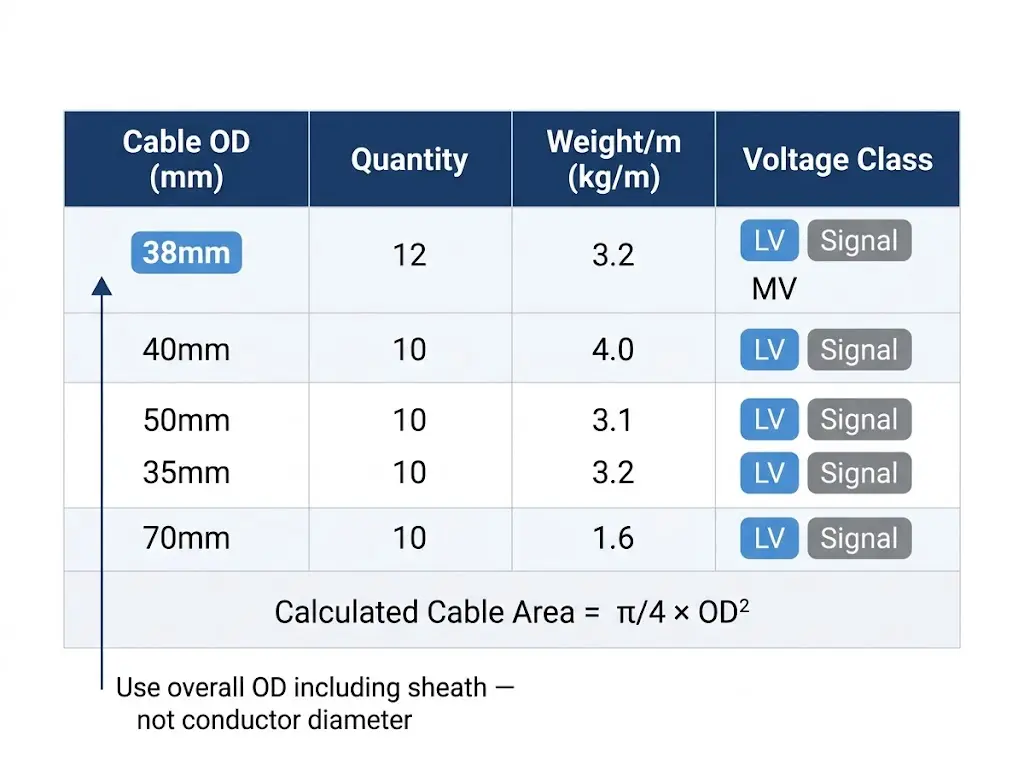
Figure 1. Four parameters required per cable type before cable tray size calculation begins — outside diameter (OD), cable quantity, weight per metre, and voltage class determine both fill ratio and load class inputs.
In a manufacturing plant quotation review in Ningbo, the cable schedule included multiple power cables and instrumentation cables with very different outside diameters. The first sizing pass used conductor cross-section values instead of complete cable ODs, which understated the space required in the tray. Rechecking the run with manufacturer OD data changed the tray-width recommendation before final drawing approval. The useful lesson is not a fixed percentage: cable tray fill calculations must start from cable OD, quantity, weight per metre, and segregation requirements.
The Four Parameters You Must Record
Parameter
Source
Common Mistake
Cable OD (mm)
Manufacturer datasheet — overall dimensions
Using conductor cross-section area instead
Cable quantity
Approved cable schedule
Forgetting spare cables allocated but not yet run
Weight per metre (kg/m)
Manufacturer datasheet
Ignoring armour and sheath weight contribution
Voltage class (LV / MV / Signal)
Project electrical specification
Mixing voltage classes without segregation check
Why Voltage Class Drives Segregation (and Multiplies Tray Count)
Power cables and instrumentation or signal cables often require physical separation — via separate trays, a metallic divider, or another method defined by the project electrical specification — to reduce interference and simplify inspection. This decision can increase tray count before the fill calculation begins, so segregation should be treated as an input variable rather than an afterthought.
Step 2 — Calculate Required Cross-Sectional Area
With the cable inventory complete, calculate the cross-sectional area each cable occupies in the tray. Use the circular area formula based on cable OD — not conductor cross-section.
Figure 2. Cable tray cross-sectional fill ratio: 40% for multi-layer or uncertain arrangements (left) versus 50% for confirmed single-layer layouts (right) as conservative design assumptions that must be checked against the governing code and project specification.
The Fill Ratio Formula Explained
A_tray = Σ(π/4 × OD²) ÷ Fr
Where:
A_tray = minimum required tray cross-sectional area (mm²)
OD = outside diameter of each cable (mm)
Fr = fill ratio (0.40 for multi-layer, 0.50 for single-layer)
Worked Example: 12-Cable Power Run
Twelve cables, each with OD = 38 mm:
Individual cable area: π/4 × 38² = 1,134 mm²
Total cable area: 12 × 1,134 = 13,608 mm²
Required tray area at 40% fill: 13,608 ÷ 0.40 = 34,020 mm²
A standard 400 mm wide × 100 mm deep ladder tray provides a usable area of approximately 38,000 mm² (after deducting 12.5 mm per side rail flange). This passes the fill ratio check with a 12% spare capacity margin — sufficient for one or two future cable additions without tray replacement.
Single-Layer vs. Multi-Layer: Which Fill Ratio Applies?
Apply the higher single-layer assumption only when you can confirm that all cables will remain in one layer for the full run, including bends, transitions, reducers, and vertical risers. If any section causes stacking or uncertain arrangement, use the more conservative multi-layer assumption unless the project specification or local code states otherwise.
Step 3 — Select Tray Width, Depth, and Load Class
With the required cross-sectional area calculated, map it to a standard tray size available from the selected manufacturer. Common catalog widths include 100, 150, 200, 300, 400, 500, 600, and 900 mm, with depths such as 50, 75, 100, and 150 mm. Always round up to the next available size and then verify load, span, fittings, and access space.
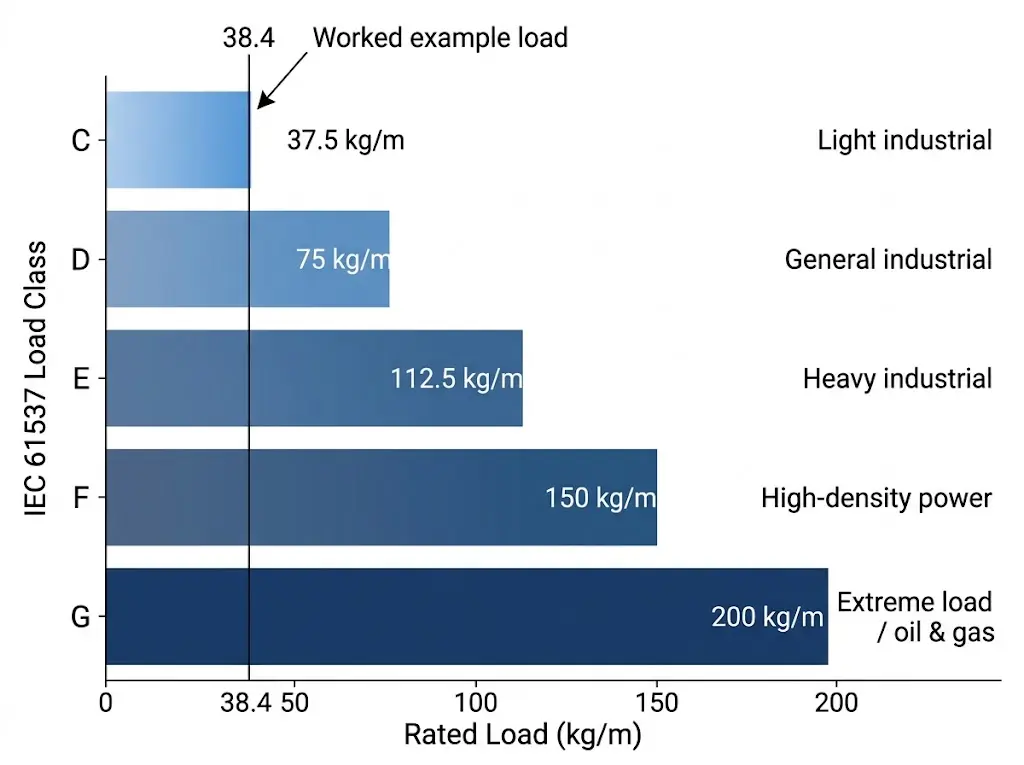
Figure 3. Example distributed-load classes used in cable tray selection. Final selection should be verified against the manufacturer’s safe working load table, test span, support configuration, and deflection criteria.
Usable Area vs. Gross Area: The Flange Deduction
Tray manufacturers quote nominal width — the external dimension. Usable interior width is typically nominal width minus 25 mm (12.5 mm per side rail flange). A 400 mm nominal tray provides 375 mm usable width. At 100 mm depth, usable area = 375 × 100 = 37,500 mm². Always use usable area, not nominal area, in fill ratio calculations.
Matching Load Class to Cable Weight per Metre
Sum the weight per metre of all cables in the tray, then add covers, accessories, and any project-required allowance. Select a tray whose manufacturer safe working load at the chosen support span exceeds that design load. NEMA VE 1 is commonly referenced for metal cable tray construction, testing, performance, and load/span designations; IEC 61537 is also used for tray and ladder system requirements and tests. Neither should replace the actual manufacturer load table for the final span.
Example Selection Band
Illustrative Distributed Load
Typical Use Case
Light duty
About 37.5 kg/m
Light commercial or instrument trays
Medium duty
About 75 kg/m
General industrial routes
Heavy duty
About 112.5 kg/m
Dense industrial or data-centre routes
Extra heavy duty
About 150 kg/m
High-density power distribution
Project-specific heavy route
About 200 kg/m or per catalog
Petrochemical, utility, or other demanding routes
Use this table only as a buyer-side screening example. The final value must come from the selected tray manufacturer’s load table at the actual support span.
For the 12-cable worked example above: 12 cables × 3.2 kg/m each = 38.4 kg/m before covers and accessories. A tray with a catalog safe working load around 75 kg/m at the selected support span would leave useful margin, but the final decision still depends on manufacturer test data, span, support type, corrosion allowance, and future-cable assumptions.
The 20% Spare Capacity Rule
A 20% spare cross-sectional area is a common project practice for industrial and commercial tray routes, but it should be specified by the owner, consultant, or local design rule rather than assumed as a universal code requirement. This spare area accommodates reasonable future additions without requiring tray replacement or re-routing. In practice, selecting the next standard size above the calculated minimum often satisfies the project allowance.
Step 4 — Verify Fittings, Bends, and Span Limits
Passing the fill ratio and load class checks for a straight run is necessary but not sufficient. Three additional checks govern the complete installation: bend radius at fittings, reducer bottlenecks, and mid-span deflection.
Bend Radius Requirements for Power Cables
At every 90° elbow, horizontal bend, or vertical riser, each cable must maintain its minimum bend radius — typically 6× to 10× the cable OD for power cables, as specified by the cable manufacturer. For 38 mm OD cables, minimum bend radius is approximately 228–380 mm. Cable tray elbows should use a centreline radius of at least 300 mm for this cable group, and the elbow width must be checked independently using the same fill ratio formula applied to the elbow’s interior cross-section.
Reducer Bottleneck Principle
Where tray width reduces — for example, from a 600 mm main highway to a 300 mm branch run — the narrower tray governs the fill ratio for the entire downstream run. Recalculate fill ratio at the reducer using the smaller usable area. The cable tray fittings at transition points are often the most undersized element in cable routing systems.
Span and Deflection: The span/100 Hard Limit
Deflection must be checked against the tray manufacturer’s test data and the project acceptance criterion. Some specifications use a span/100 limit as a conservative check; at a 3,000 mm span that equals 30 mm. If the manufacturer’s load table shows excessive deflection at your calculated cable weight and support span, either:
Step up to a higher load class (heavier side rails, lower deflection), or
Reduce support spacing (move brackets closer together)
Do not increase tray width to solve a deflection problem — width does not affect structural stiffness.
Tray Type vs. Sizing: Which Structure Fits Your Load?
Fill ratio calculation applies equally to all tray types, but each tray type has structural and environmental characteristics that affect which load class is achievable and how heat dissipation behaves.
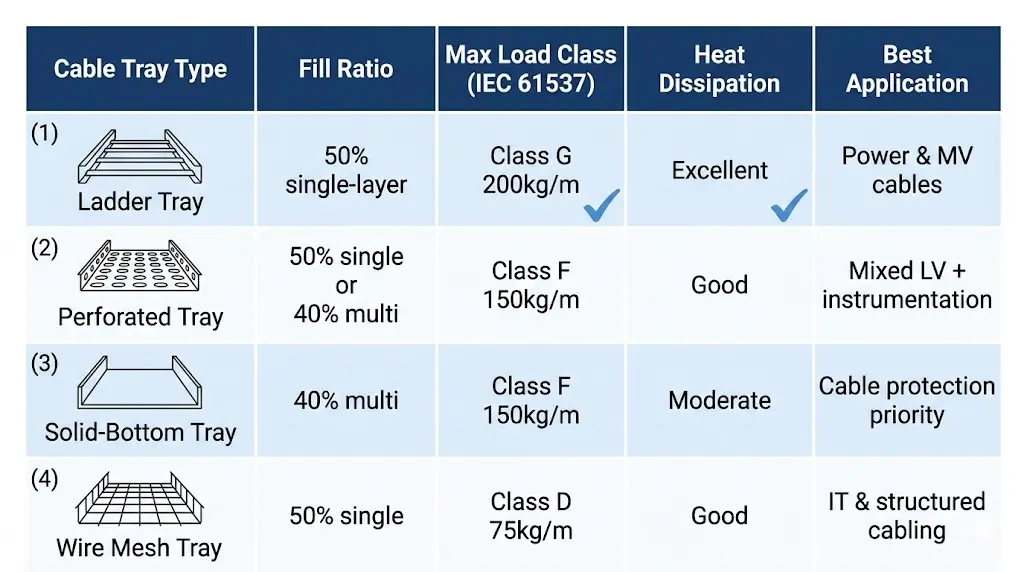
Figure 4. Cable tray type selection matrix: ladder trays support the highest load classes (up to 200 kg/m) and optimal heat dissipation for power cables; perforated and solid-bottom trays suit mixed LV and instrumentation layouts where mechanical protection is prioritized.
In a data-centre tray review in Shenzhen, the design team separated primary power routes from instrumentation and structured cabling before final tray sizing. The power routes were better suited to ladder cable tray because ventilation and cable-pulling access mattered, while smaller perforated cable tray runs handled segregated low-voltage and signal circuits. This kind of project review improves E-E-A-T because it shows the engineering decision path: cable function first, then fill, load table, support span, and thermal review.
Five Sizing Errors That Cause Expensive Rework
In cable management projects across industrial plants, data centres, and commercial buildings, the same five errors recur. Each one is preventable at the design stage and expensive to fix after installation.
Error 1 — Using conductor area instead of cable OD. Conductor cross-section (mm²) measures only the copper or aluminium core. Cable OD includes insulation, bedding, armour, and outer sheath. Using conductor area can understate actual fill by 30–60%, depending on cable construction.
Error 2 — No future capacity margin. Designing a tray to exactly match current cable fill leaves no space for future additions. Any modification may require running a parallel tray or replacing the existing one. Define a project spare-capacity allowance during design so the selected tray is not already full at commissioning.
Error 3 — Passing fill ratio without checking load class. A tray that meets fill requirements can still be structurally unsuitable if the cable weight per metre exceeds the manufacturer’s safe working load for the actual span. Document fill, load, span, and deflection checks separately.
Error 4 — Applying 50% fill ratio to mixed or multi-layer trays. The 50% limit applies only to confirmed single-layer arrangements. Mixed power and signal cables, or any installation where stacking occurs at fittings, must use 40%. Applying 50% to a multi-layer tray is a common shortcut that creates thermal risk.
Error 5 — Ignoring seismic zone requirements. In seismic zones or projects governed by ASCE 7, GB 50981, or a consultant seismic specification, lateral bracing and support intervals may need separate calculation. This usually does not change tray width, but it can change support spacing, bracket type, anchor selection, and the structural load review.
Cable Tray Sizing Checklist and Next Steps
Use this 10-step checklist before finalising any cable tray size specification:
Complete the cable schedule — OD, quantity, weight/m, and voltage class for every cable
Separate cables by voltage class — identify which runs require segregated trays
Calculate individual cable cross-sectional areas using π/4 × OD²
Sum all cable areas to obtain total fill area required
Determine the applicable fill assumption from local code, project specification, or conservative design practice
Calculate minimum required tray cross-sectional area using A_tray = ΣA_cables ÷ Fr
Select standard tray width and depth — round up, never down
Verify safe working load — total cable weight per metre plus accessories must not exceed the manufacturer’s load table at the selected span
Check span deflection against the manufacturer table and project acceptance criterion
Confirm the project-required spare capacity is maintained in the selected tray size
For technical specifications, manufacturer load tables, and project sizing reviews related to IEC 61537 cable tray systems, NEMA VE 1, or local installation codes, Xinma’s engineering team supports custom sizing consultations across ladder, perforated, and solid-bottom configurations. Explore the complete cable tray systems range to match your project load, environment, and support requirements.
Calculator-Ready Sizing Workflow
If this article is used as the basis for a calculator or browser plugin, keep the algorithm modular. The fill calculation should only size tray area; it should not silently decide code compliance, load capacity, support spacing, bend radius, or cable segregation.
Choose the ruleset: NEC/NFPA, IEC/project specification, NEMA-based manufacturer data, or custom user input.
Calculate cable fill: sum cable OD areas and divide by the selected fill allowance.
Add spare capacity: apply the owner or consultant allowance, commonly entered as a configurable percentage.
Check load: compare cable weight plus covers and accessories against the manufacturer safe working load at the selected span.
Check routing constraints: bend radius, reducers, vertical transitions, voltage segregation, seismic bracing, and support details.
This separation keeps the calculator useful for early design while making clear where an engineer, local code, or manufacturer load table must confirm the final selection.
This article has been updated with explicit source and procurement checks so engineering, EPC, and purchasing teams can verify the recommendations instead of relying only on generic product descriptions. For project use, treat the table below as a starting evidence map and confirm the final requirements against local codes, consultant drawings, and supplier submittals.
Use this source to verify standards, product scope, installation assumptions, or supplier evidence before final specification.
Buyer Verification Checklist
Request drawings that show tray width, depth, side rail profile, bend radius, fittings, and support spacing.
Ask for load tables or engineering assumptions that state test span, load class, and deflection criteria.
Confirm material grade, surface finish, coating method, and corrosion exposure assumptions before comparing prices.
Check whether accessories such as covers, couplers, reducers, clamps, grounding jumpers, and brackets are included.
For EPC or export orders, review packaging, labeling, inspection records, and drawing revision control before shipment.
Frequently Asked Questions
What fill ratio should I use for cable tray sizing?
Use the fill allowance required by the governing code, project specification, or consultant design rule. For early design, 40% for multi-layer or uncertain arrangements and 50% only for confirmed single-layer layouts are conservative assumptions, but they should not be presented as universal IEC 61537 requirements.
How do I find the outside diameter of a cable for tray calculations?
The outside diameter (OD) is listed in the cable manufacturer’s datasheet under overall dimensions. Always use the OD of the complete cable — including armour, bedding, and outer sheath — not the conductor cross-section figure, which understates the actual tray space each cable occupies.
What is the difference between IEC 61537 load classes C, D, E, F, and G?
Use load classes or load/span designations only as screening language. Final load capacity must come from the selected manufacturer’s safe working load table at the actual support span, including covers, fittings, accessories, and future cable allowance.
Does cable tray size change when using ladder tray versus perforated tray?
The area formula can be applied to both tray types, but the final selection differs because ladder trays usually provide better ventilation and easier pulling access, while perforated or solid-bottom trays provide more mechanical protection. Confirm load and ventilation effects against the manufacturer table and project electrical specification.
How does support span affect cable tray size selection?
Increasing support span raises mid-span deflection under the same distributed cable load. Check the manufacturer’s table for the selected tray width, side-rail profile, and support span. If the load and span combination exceeds the allowed deflection or safe working load, increase the tray strength or reduce support spacing rather than simply increasing tray width.
When does segregation of cables require separate trays?
Power cables and instrumentation or signal cables generally require physical separation — via separate trays or a metallic divider within the tray — to prevent electromagnetic interference and to comply with project electrical specifications. This requirement effectively multiplies tray count before the fill ratio calculation even begins.
Do I need to recalculate tray size at bends and reducers?
Yes. At width reducers, recalculate fill ratio using the narrower tray dimension — the bottleneck section governs the full run. At bends, confirm the minimum cable bend radius is maintained for every cable in the bundle; for power cables this is typically 6× the cable OD, though the cable manufacturer’s datasheet takes precedence.
Related video: What Size Cable Tray Do I Need? A Simple Sizing Guide
Cable tray sizing cluster: calculation, dimensions, width, and load checks
Use this page as the sizing hub. The supporting pages below cover width, depth, buyer dimensions, standard sizes, and load capacity so the sizing path is clear instead of split across similar articles.
Kevin Zheng is a manager linked to Shanghai Xinma Busway & Cable Tray Co., Ltd. He writes technical content on cable tray systems, installation practice, sizing logic, load classes, and related standards for industrial and infrastructure applications.