When Does Stainless Steel Cable Tray Actually Justify the Cost?
Stainless steel cable tray is justified when the system must retain corrosion and mechanical performance over its full service life, not just pass handover inspection. Under IEC 61537, the decision is exposure-driven: use stainless where chlorides, washdown, or corrosive atmospheres would push coated steel into repair or partial replacement within roughly 5-10 years on runs expected to last 20+ years.
The key question is whether corrosion will stay cosmetic or begin to affect load capacity, maintenance burden, hygiene compliance, or outage risk. IEC 61537 governs cable tray and cable ladder systems, and once section loss develops at side rails, rungs, splice plates, or supports, original load and deflection assumptions are no longer reliable. See the IEC publication page here.
What you are paying for beyond corrosion resistance
The premium buys more than slower rusting. Stainless also reduces section loss at cut edges and fasteners, preserves support capacity longer, and lowers coating-repair and in-service fitting replacement work.
That matters on trays rated for spans such as 3.0 m under a given IEC 61537 load class. In practice, the first serious deterioration on exposed systems usually appears at joints, hardware, and water-trap locations, not on straight open sections.
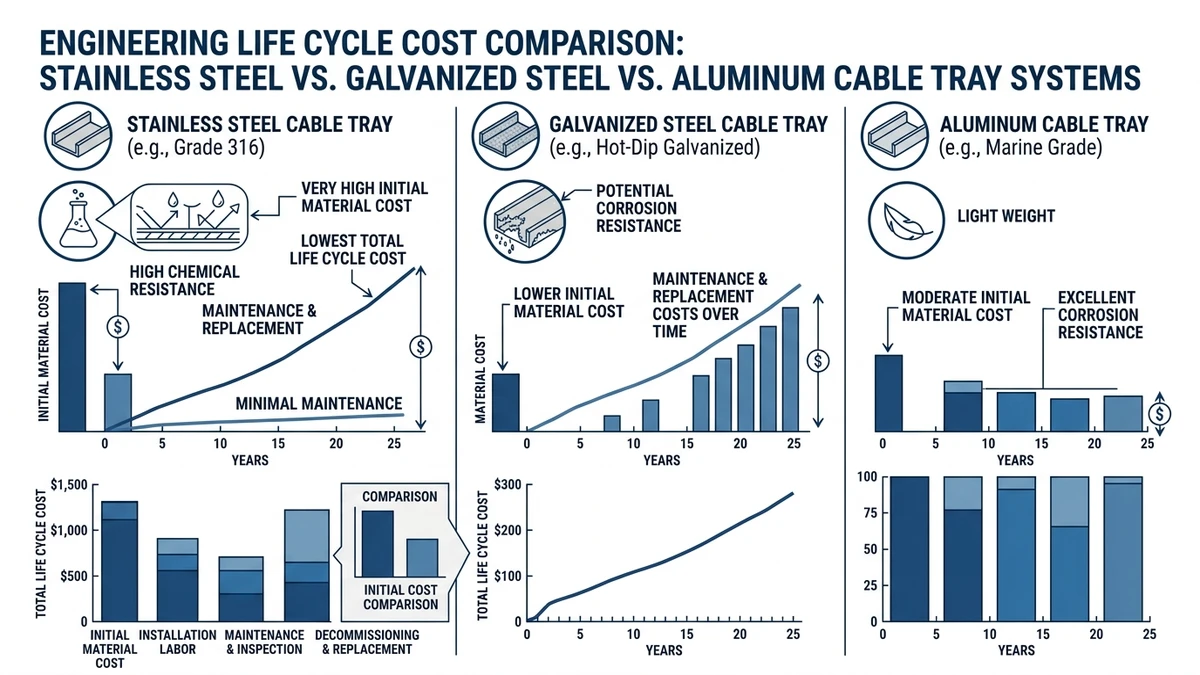
Engineering comparison: first cost versus lifecycle consequence
Parameter
Pre-galvanized steel tray
Hot-dip galvanized steel tray
304 stainless steel cable tray
316 stainless steel cable tray
Relative initial material cost
1.0×
1.2-1.5×
2.0-3.0×
2.5-3.8×
Best-fit environment
Dry indoor, low contamination
Outdoor or industrial moderate exposure
Wet indoor, hygienic areas, general corrosive service
Coastal, chloride-rich, chemical washdown
Typical vulnerable points
Cut edges, scratches, fasteners
Damaged coating, threaded joints
Surface contamination, mixed fasteners
Cost premium more than intrinsic weakness
Maintenance burden over 20 years
Moderate to high
Moderate
Low
Low
Likelihood of partial replacement in aggressive service
High
Medium
Low
Very low
Typical inspection/cleaning interval
6-12 months
About 12 months
12-24 months
12-24 months
Best buyer logic
Lowest capex where access is easy
Balanced choice for moderate exposure
When hygiene or downtime matters
When chlorides can cause early pitting or joint attack
Choose galvanized when the environment is genuinely mild and replacement is easy. Choose stainless steel cable tray when corrosion would likely cause shutdowns, contamination findings, or structural derating before the cables reach end of life.
Figure 1. Lifecycle cost comparison showing how stainless steel cable tray can offset higher capex through lower maintenance and replacement exposure in aggressive environments.
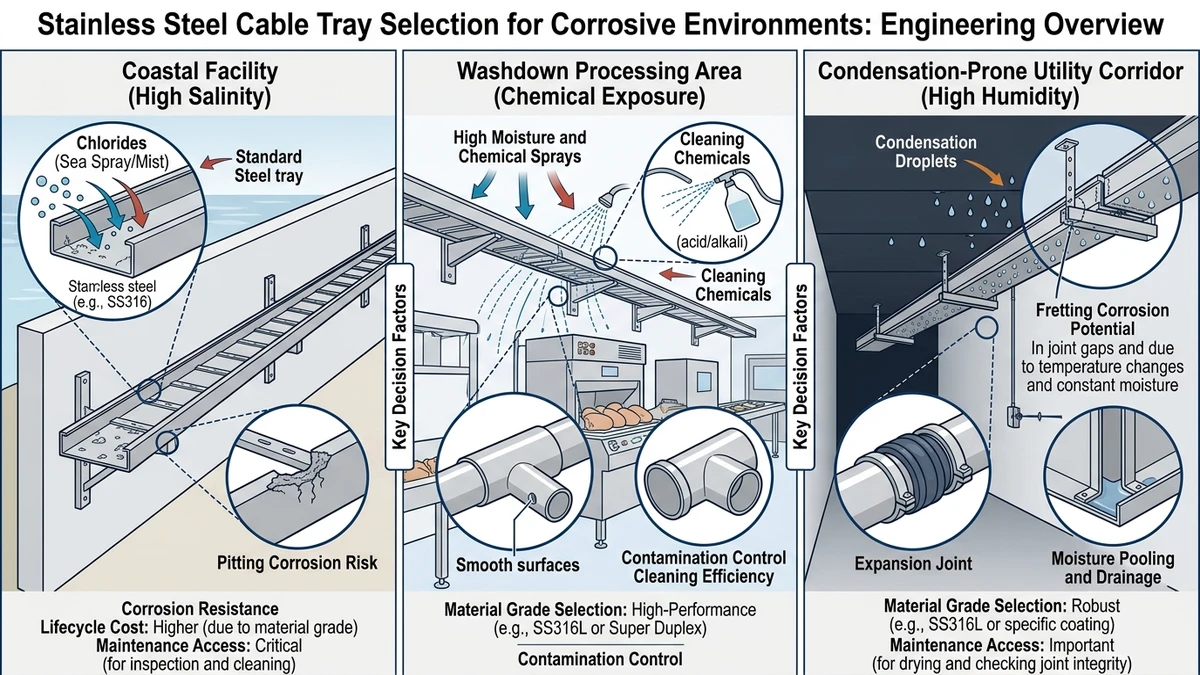
Which Field Conditions Most Often Make Stainless the Right Choice?
Stainless steel cable tray becomes the right choice when site conditions attack zinc coatings faster than the project can tolerate maintenance or replacement. The usual triggers are chloride deposition, persistent moisture, aggressive cleaning chemicals, and repeated wet-dry cycling that concentrates contaminants at crevices and fasteners.
The practical issue is not whether stainless is better in general, but whether the actual exposure will shorten galvanized tray life enough to change inspection frequency, access cost, or failure consequence.
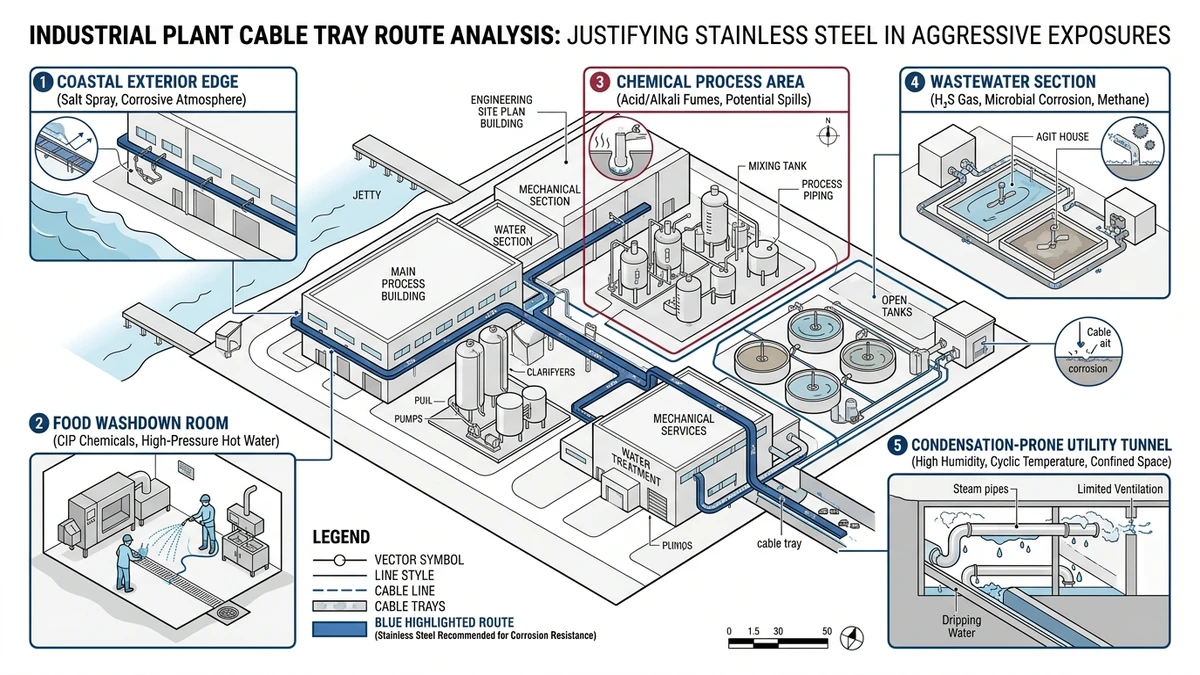
Environment-based selection matrix
Field condition
Typical exposure indicator
Use stainless steel cable tray when
Usually suitable grade
Design consequence
Coastal outdoor plant
Salt deposition, splash, onshore wind within 1-5 km
Galvanized finishes would need frequent inspection or recoating
316/316L
Higher capex, lower replacement risk
Wastewater or desalination
Chlorides, humidity often above 80%, intermittent spray
Supports, fittings, and cut edges stay wet for long periods
316L
Full-system compatibility becomes critical
Food and beverage washdown
Daily or weekly caustic or acid cleaning, high-pressure washdown
Cleanability matters as much as corrosion resistance
304 indoors; 316L with bleach or chlorides
Favor drainage, avoid residue traps
Chemical process area
Acid fumes, alkali mist, solvent cleaning
Mixed chemicals can attack zinc unpredictably
316L, sometimes higher-alloy stainless on project review
Use stainless steel cable tray when at least two of these apply: persistent chloride contamination, washdown at least weekly, long periods of high humidity, or restricted future access. Those combined conditions usually accelerate localized corrosion at joints and attachments.
Avoid when
Avoid stainless as a default upgrade in dry indoor electrical rooms without chemical cleaning or persistent condensation. In those spaces, lifecycle changes are more often driven by rerouting, load growth, or support modification than by corrosion.
Check before specifying
Check where water and residue actually remain. Pooled water under covers, crevices around clamps, and debris at splice locations usually matter more than general room classification.
[Expert Insight]
If a route crosses both mild and aggressive zones, one material does not always need to cover the full length. Short stainless sections at washdown or splash points can be more economical if transitions are detailed correctly.
Hardware often ages faster than straight tray. Match bolts, couplers, splice plates, and supports to the same corrosion strategy.
For 20-30 year service life, difficult access can justify stainless even where the corrosion rate looks only moderate.
304 versus 316: practical alloy choice
304 stainless is generally suitable for indoor wet-process areas with mild cleaners and good drainage. 316 or 316L is the safer choice where chlorides, bleach-based sanitation, coastal deposition, or brine exposure are credible conditions.
The main engineering reason is pitting and crevice resistance. If salt or cleaner residues can stay wet at joints for days, start from 316/316L; if the area is wet but low-chloride and drains well, 304 may be sufficient.
Figure 2. Environment-based selection map identifying where chloride exposure, washdown, and trapped moisture most often justify stainless steel cable tray.
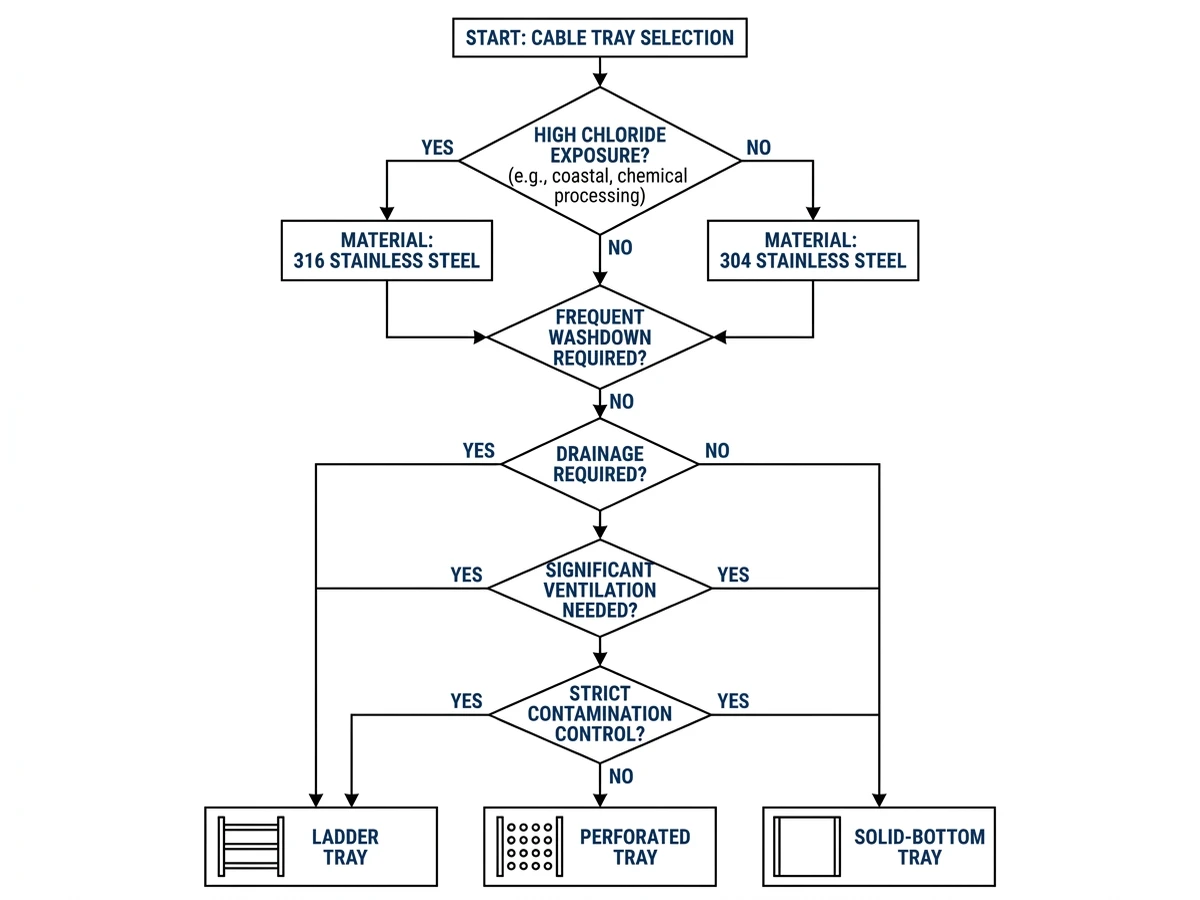
How Should Buyers Choose Between 304, 316, and Tray Form?
Choose alloy first, then tray form. Alloy addresses the corrosion mechanism; tray form affects heat rejection, cable support, drainage, and cleaning effort. Reversing that order often leaves a premium material in the wrong geometry.
Step 1: Match alloy to the dominant corrosion mechanism
304 stainless steel cable tray works in general indoor industrial spaces and utility areas with limited contaminants. 316 performs better against chloride-driven pitting and crevice attack, especially under clamps, at splice joints, and in areas cleaned with hypochlorite-based products.
In short, 304 is usually the lower-cost fit for mild environments, while 316 is the safer choice where chlorides could shorten inspection intervals or service life.
Step 2: Choose tray form as an engineering decision, not a catalog preference
Tray form changes ampacity margin, drainage, support behavior, and maintenance access. The correct shape is therefore part of the engineering decision, not just a catalog selection.
Ladder tray
Use ladder tray when power cables need ventilation and heat rejection. Its open construction improves drainage and usually reduces thermal penalties compared with enclosed forms.
Avoid it where very small control or instrument cables need continuous support or where falling debris is the main concern. Xinma’s ladder tray configurations and applications can help when the run is power-heavy.
Perforated tray
Use perforated tray when the route carries mixed power, control, or instrumentation and needs more bottom support without fully losing drainage. It is often the best compromise for mixed-service industrial runs.
Use solid-bottom or enclosed tray where falling contamination, dripping process material, or shielding considerations outweigh thermal penalties. Avoid it where cable density is high or retained moisture will be hard to inspect and clear.
A useful rule is that on a 600 mm wide run with densely grouped feeder or VFD cables, ladder tray usually preserves more thermal margin than solid-bottom construction.
Step 3: Validate the “hidden” cost drivers
Material price is only one part of the decision. Fittings, support spacing, covers, and mixed-material hardware often create larger lifecycle cost swings.
If covers are added after the initial load check, dead load and wind effects may reduce allowable support spacing below the original 3.0 m assumption. Likewise, a 316 straight run paired with 304 bolts or lower-grade support steel shifts the corrosion limit to the interface. For dimensional checks, side rail depth, and width coordination, review tray dimensions and layout decisions before issuing the package.
[Expert Insight]
Open stainless ladder sections are often easier to inspect and clean in washdown zones than enclosed sections.
If future cable additions are likely, size the tray for both fill and heat, not only day-one loading.
Standardize fitting families early so reducers, risers, and splice plates match the selected side rail series.
Figure 3. Selection illustration linking 304 and 316 stainless grades with ladder, perforated, and solid-bottom tray forms under different exposure and drainage conditions.
When Is Stainless Steel Cable Tray an Over-Specification?
Stainless steel cable tray is an over-specification when corrosion is mild, predictable, and already controlled by less expensive materials or coatings. If the route is dry indoor service, chloride exposure is negligible, cleaning is light, and service life expectations are only about 10-15 years, stainless often increases capex without materially changing reliability.
Do-not-overbuy checklist
Stainless is often unnecessary when most of these conditions are true:
The installation is indoors, conditioned, and generally below 60% relative humidity.
Ambient temperature stays in a moderate range, such as 5-40 °C, without persistent condensation.
There is no marine salt, bleach process area, or chloride-bearing washdown.
Cleaning is occasional and non-aggressive.
The tray sits above splash zones or in a protected utility corridor.
Galvanized steel or aluminum already meets the required inspection interval and corrosion class.
The owner’s design life is closer to 10-20 years than 25+ years.
Replacement is accessible and does not create major outage cost.
The main risk is mechanical damage or route modification, not corrosion.
What usually changes the decision
Many projects overbuy because a small contaminated zone is treated as if the entire route needs the same material. If only 3-5 m of a 40 m run passes through washdown or coastal splash exposure, local stainless sections with compatible fittings may solve the real problem.
Another common mistake is treating all outdoor service as a stainless requirement. Outdoor exposure alone is usually not enough; chlorides, wet deposits, poor drainage, or difficult access are stronger triggers.
Use when, avoid when, check before specifying
Use stainless when the corrosion driver is specific and documented. Avoid it when the main lifecycle issue is expansion, rerouting, or support changes. Check whether mixed-metal interfaces, support steel, anchors, and hardware will erase the benefit of the alloy choice.
For support coordination, especially where covers or seismic restraints may change span assumptions, Xinma’s reference on tray support spacing and support logic can help prevent a material decision from becoming a structural problem.
How Xinma Helps Coordinate Material, Fittings, Access, and Support Decisions
Stainless steel cable tray should not be specified as width plus alloy alone. Many expensive errors appear at interfaces: 316L straight lengths with mismatched splice hardware, covers added after span checks, or fittings ordered in the wrong side rail depth.
Xinma approaches this as system coordination, reviewing tray series, fittings, supports, access clearances, and load effects together rather than as separate procurement lines. That helps reduce conflicts between corrosion strategy, thermal performance, and installation practicality.
Typical coordination points include:
material matching between tray, couplers, bolts, covers, and support steel
span and deflection checks for supports at 2.0-3.0 m under combined cable and accessory loads in kg/m
fitting continuity across tees, reducers, risers, and horizontal bends
access planning for cover removal, service intervals, and fill growth
interface review where seismic restraint or hold-down details change support demands
For teams comparing tray families or accessories, Xinma’s complete cable tray product range and busway alternatives for high-current distribution can help clarify where tray remains the right cable management system and where another distribution method may be more efficient.
The best time for manufacturer involvement is before issue-for-construction documents are frozen. Late changes such as added covers, revised fitting geometry, or tighter hygiene requirements often reduce allowable support spacing or require hardware upgrades after procurement starts.
If your project is weighing 304 versus 316/316L, checking whether a 100 mm or 150 mm side rail is enough, or confirming that fittings and supports stay consistent across indoor and outdoor runs, Xinma can support the specification review with practical coordination logic tied to service life, access, and mechanical continuity.
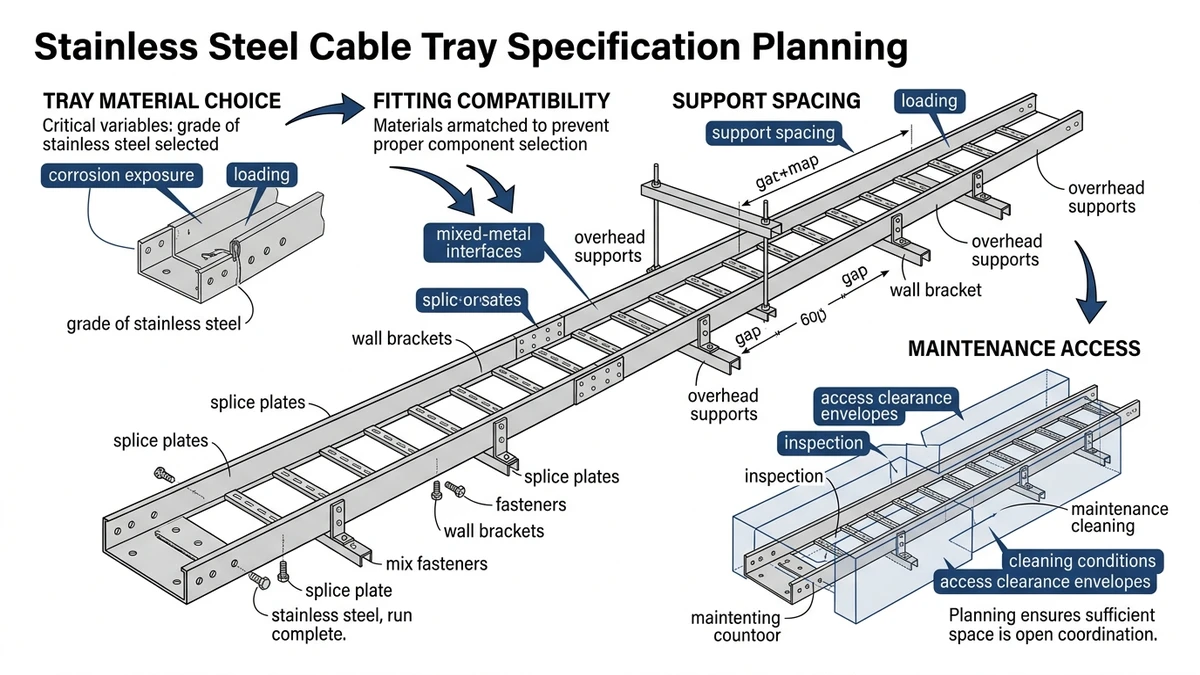
Figure 4. Specification coordination view showing how tray material, fittings, support spacing, and maintenance access must align to preserve corrosion resistance and buildability.
Frequently Asked Questions
How do I decide whether 304 or 316 stainless steel cable tray is the better choice?
Start with the contaminant, not the price. If the route sees chlorides, bleach-based cleaning, marine deposition, or trapped wet residues, 316 or 316L is usually the safer choice; for lower-chloride indoor wet areas with good drainage, 304 may be sufficient.
Is stainless steel cable tray required for all outdoor installations?
Not usually. Outdoor runs in mild atmospheres can often use galvanized systems successfully, but coastal exposure, standing moisture, and poor maintenance access can shift the decision toward stainless.
Does tray form matter as much as material selection?
Often yes. Alloy affects corrosion resistance, while ladder, perforated, and solid-bottom forms change cooling, drainage, cable support, and inspection access, so both decisions need to be coordinated.
Can I mix stainless tray with galvanized supports or hardware?
It may be possible in some designs, but it should be reviewed carefully. Mixed materials can create weak points at joints or fasteners, especially in wet or contaminated service.
What should I check before specifying stainless steel cable tray for a washdown area?
Confirm the cleaning chemicals, washdown frequency, drainage path, hardware material, and whether residue can stay trapped at joints or covers. Those details usually determine whether 304 is adequate or whether 316/316L is the more durable option.
Kevin Zheng
Kevin Zheng is a manager linked to Shanghai Xinma Busway & Cable Tray Co., Ltd. He writes technical content on cable tray systems, installation practice, sizing logic, load classes, and related standards for industrial and infrastructure applications.