China’s Ladder Cable Tray Industry: Scale, Standards, and What Buyers Need to Know
China is the world’s largest manufacturer and exporter of ladder cable trays, supplying EPC contractors, electrical wholesalers, and project developers across more than 80 countries. China-sourced cable tray systems are widely used in petrochemical plants, substations, and infrastructure projects globally. The manufacturing base is massive, the price advantages are real — and so are the risks for buyers who skip structured qualification. This guide covers the production landscape, evaluation framework, and vetting process that separates compliant suppliers from those quoting to an undisclosed, lower specification.
Manufacturing Scale and Geographic Concentration
Cable tray manufacturing in China is concentrated in three provincial clusters: Zhejiang (Wenzhou and Hangzhou corridors), Guangdong (Dongguan, Foshan, and Shenzhen), and Jiangsu (Suzhou and Nantong). Together, these regions account for an estimated 65–70% of China’s total cable tray output. Zhejiang factories typically lead in hot-dip galvanized steel trays, with coating thicknesses of 55–85 µm, while Guangdong facilities often specialize in stainless steel and aluminum alloy variants suited to corrosive environments.
A mid-tier factory in Zhejiang typically operates at 800–1,500 metric tons per month, covering ladder trays, perforated trays, and solid-bottom systems in standard widths from 100 mm to 1,000 mm. For an EPC buyer sourcing cable management systems for a 500 MW solar farm or a large petrochemical plant, this geographic density offers compressed lead times — typically 20–35 days for standard hot-dip galvanized ladder trays — and access to a deep sub-supplier base for fasteners, brackets, and fittings. Unit pricing from Chinese manufacturers is often 30–45% below equivalent European product, a differential significant enough to drive shortlisting decisions on capital-intensive projects.
That pricing advantage carries a counterweight. Hundreds of registered manufacturers exist across these clusters, ranging from ISO 9001-certified plants with in-house galvanizing lines and laser-cut tooling to small fabricators with manual punch presses and inconsistent coating control. Without understanding the production parameters that drive quality — zinc coating weight, weld continuity at rung-to-rail joints, dimensional tolerances — buyers cannot distinguish a compliant supplier from one quoting to an undisclosed lower specification.
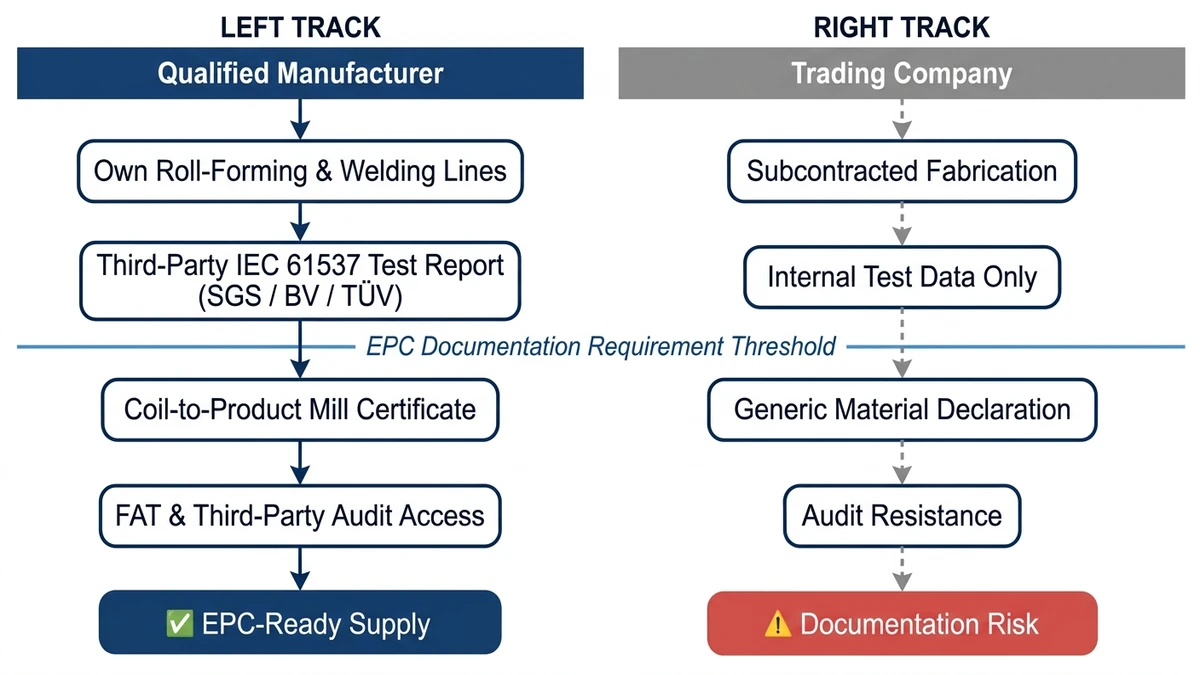
Figure 1. Decision flowchart distinguishing a qualified ladder cable tray manufacturer (own production lines, third-party IEC 61537 certification, coil-to-product traceability) from a trading company (subcontracted fabrication, internal test data, audit resistance) — critical differentiation for EPC procurement.
Applicable Standards in the Chinese Export Market
Three standards frameworks govern ladder cable tray exports from China:
IEC 61537 — the International Electrotechnical Commission standard governing cable tray and cable ladder systems, covering load classification (Class A at 50 kg/m through Class D at 200 kg/m) and deflection limits not exceeding L/200 under proof load at midspan.
NEMA VE 1 — the North American standard specifying load ratings, material requirements, and testing methods for metal cable trays; mandatory for US-bound and many GCC export projects.
GB/T 10693 — the Chinese national standard cited alongside IEC 61537 for domestic sales and export documentation.
Standard alignment is not cosmetic. In a 2023 substation expansion project in the Middle East (400 kV, 12 bays), the EPC team specified IEC 61537 Class C compliance (≥ 100 kg/m load rating) for all ladder cable trays. Three of four shortlisted Chinese suppliers held valid third-party test reports from SGS or TÜV Rheinland confirming Class C performance — a benchmark that narrowed the qualification field in under one week of tender review. The fourth supplier had a self-declared certificate with no traceable test span or lab accreditation number. It was eliminated before price negotiation opened.
[Expert Insight] — Reading Chinese Manufacturer Certifications
– A CE marking on a cable tray alone does not confirm IEC 61537 load-class compliance; request the underlying Declaration of Conformity and the referenced test report number.
– SGS and TÜV Rheinland test certificates carry traceable report numbers — verify these directly on the issuing body’s public certificate database before shortlisting.
– ISO 9001 certification covers process quality management, not product performance; a factory can hold ISO 9001 and still ship trays below the declared load class if type-test reports are absent.
– For GCC projects, SASO technical regulations may require additional conformity assessment beyond IEC 61537 type-test reports; confirm with the project specification before issuing RFQs.
How to Evaluate and Select the Right Chinese Ladder Cable Tray Manufacturer
Selecting the right ladder cable tray manufacturer in China requires a structured evaluation framework — not just a price comparison. For EPC contractors and import buyers, the decision directly affects project compliance, delivery reliability, and total installed cost. The five criteria below form a practical shortlisting baseline.
Verify Certification and Standard Compliance First
The first filter is documentation. Confirm that load-class certification is supported by third-party test reports — not factory self-declarations — issued by a CNAS-accredited or ILAC-recognized laboratory. The test report must specify the load class, the tested span (typically 3 m for standard installations), the applied load, and the measured midspan deflection, which must not exceed L/200 under proof load per IEC 61537 Clause 8.
In a 2023 procurement review for a 480 MW solar plant in the Middle East, buyers found that 3 of 7 shortlisted Chinese suppliers could not produce traceable IEC 61537 load-class test certificates. All three were eliminated before any price negotiation began. A similar audit of a petrochemical EPC project in Shandong found that 3 of 7 suppliers presented certificates from unaccredited in-house labs — a red flag identifiable in under ten minutes by checking the lab name against the ILAC MRA signatories list.
For North American project specs, NEMA VE 1 compliance is mandatory and governs allowable deflection and test span differently from IEC 61537 — confirm which standard governs your project before comparing supplier certificates.
Material and Finish Verification
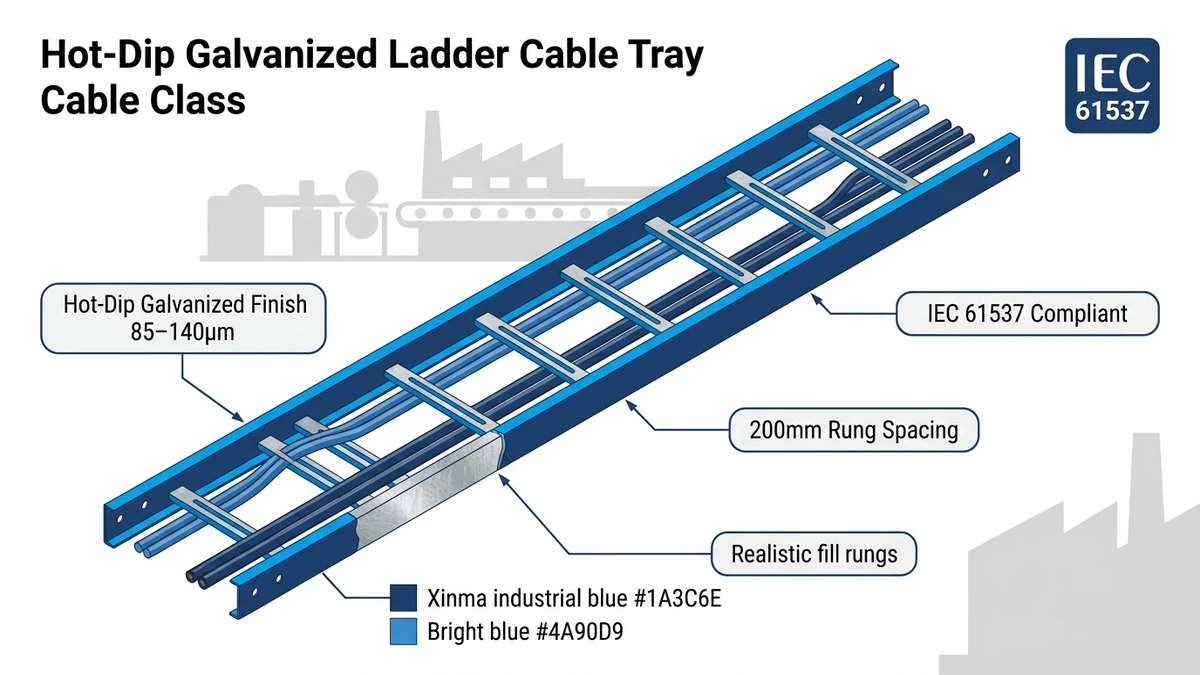
The foundation of any cable management system is base material quality. Ladder cable trays for outdoor and industrial environments require a minimum zinc coating thickness of 85 µm for hot-dip galvanization per ISO 1461 on finished components. Pre-galvanized or electro-galvanized finishes carry thinner coatings — typically 12–25 µm — and are suitable only for indoor dry environments. Stainless steel (Grade 316L) applies to coastal or chemical process environments and must include mill certificates with heat-number traceability.
Steel grade matters. Q235B and Q345B are standard in Chinese production. Q345B offers approximately 20% higher yield strength (345 MPa versus 235 MPa), which is relevant for heavy-duty rung spans. Request EN 10025 or GB/T 700 mill certificates for every batch — and cross-reference the coil grade against the stated tensile strength.
In a 2023 petrochemical EPC project in Oman (contract value approximately USD 4.2 million), the procurement team discovered mid-project that a supplier had substituted 1.5 mm cold-rolled sheet for the specified 2.0 mm hot-rolled steel — a 25% wall-thickness reduction that compromised the IEC 61537 Class C load rating. Third-party material inspection at source, commissioned on all subsequent orders, prevented recurrence.
Production Capacity and Lead Time Consistency
Production capacity is a qualification criterion, not an afterthought. For EPC schedules, a manufacturer that cannot sustain your required monthly volume becomes a critical-path risk. Request monthly rolling output figures, current order backlog status, and evidence of past large-volume deliveries — shipping records or purchase order references are acceptable.
One specific physical parameter deserves attention: hot-dip galvanizing bath length. A bath shorter than 6 m cannot fully immerse standard 6 m ladder tray rails in a single pass, forcing two-pass dipping that creates coating inconsistency at the immersion overlap zone — a known corrosion initiation site in coastal and offshore cable routing environments. In a 2023 substation expansion project (500 kV, 18 cable decks) in the Middle East, the EPC contractor audited three Guangdong-based manufacturers before selection. The chosen supplier’s galvanizing bath measured 7.2 m, enabling single-pass immersion and delivering an average coating thickness of 92 µm — contributing to an estimated 40-hour reduction in on-site rework.
Manufacturers with ISO 9001-certified quality management systems are also better positioned to maintain consistent rung pitch tolerances — typically ±1 mm across a production run — which directly affects cable bundle alignment and tray coupling fit.
Export Documentation and Quality Assurance
EPC and international buyers require a full documentation package: commercial invoice, packing list, bill of lading, certificate of origin (Form A or CO), EN 10204 Type 3.1 material test reports (MTRs), and dimensional inspection reports. Some projects additionally require ITP (Inspection and Test Plan) compliance and third-party inspection by SGS or Bureau Veritas before vessel loading.
Suppliers experienced in EPC export workflows understand that MTRs and mill certificates must be submitted before container loading — not after arrival. That single process distinction separates manufacturers with genuine export experience from domestic-market-only producers. Ask directly whether the manufacturer has handled FOB, CIF, or DDP terms, and request references from comparable export projects.
Manufacturers holding ISO 9001:2015 certification with a documented non-conformance process show measurably lower rework rates on export shipments — typically under 1.5% rejection rate versus 4–6% from non-certified factories, based on industry procurement audit benchmarks.
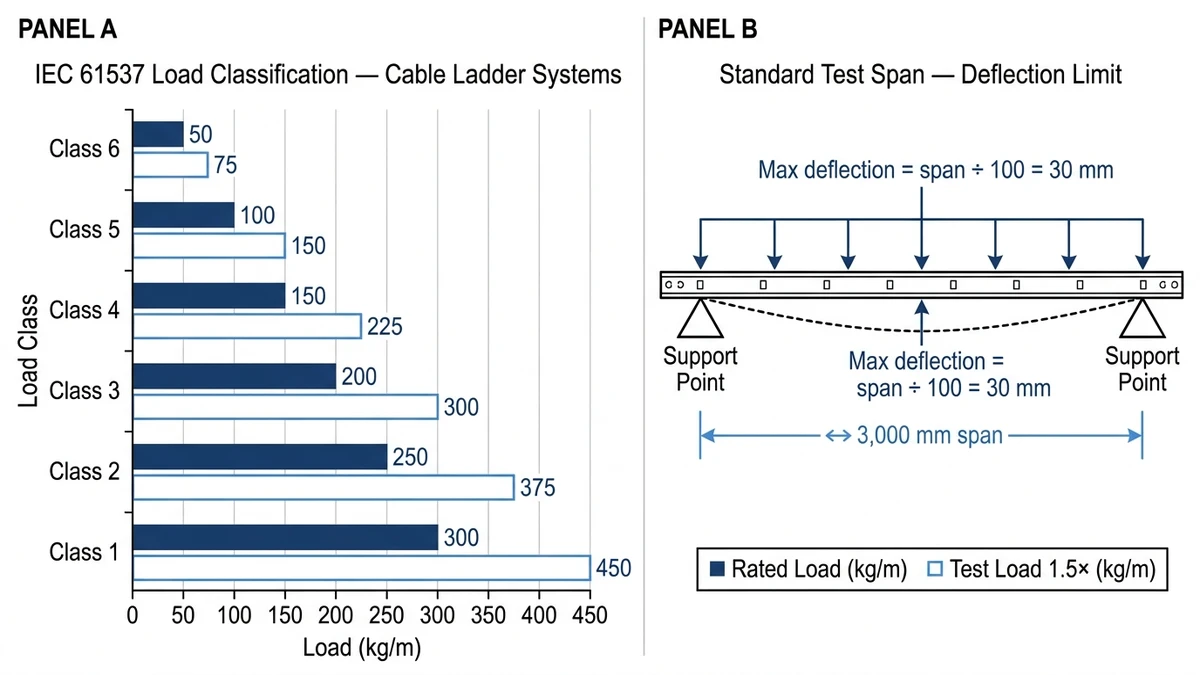
Figure 2. IEC 61537 cable ladder load classification (Class 1–6): rated loads range from 50 kg/m (Class 1) to 300 kg/m (Class 6), each tested at 1.5× rated load; maximum allowable deflection at the standard 3,000 mm test span is span ÷ 100 = 30 mm.
Manufacturer Evaluation Criteria at a Glance
Criterion
Minimum Acceptable
Best Practice
Load certification
Self-declared
IEC 61537 third-party test report (accredited lab)
Zinc coating (HDG)
55 µm
≥ 85 µm per ISO 1461
Lead time
≤ 45 days
20–30 days with production schedule
QC documentation
Mill certificate
Full ITP (Inspection and Test Plan)
Export experience
Some
Documented EPC project references
Use a Weighted Scorecard
Structure supplier evaluation across five criteria before issuing RFQs: (1) certification coverage, (2) steel grade and galvanizing specification, (3) production capacity and lead time, (4) export documentation capability, and (5) factory audit results or third-party inspection access. Weighting these criteria in advance prevents unit price from dominating selection — a common and costly mistake in high-volume cable management procurement.
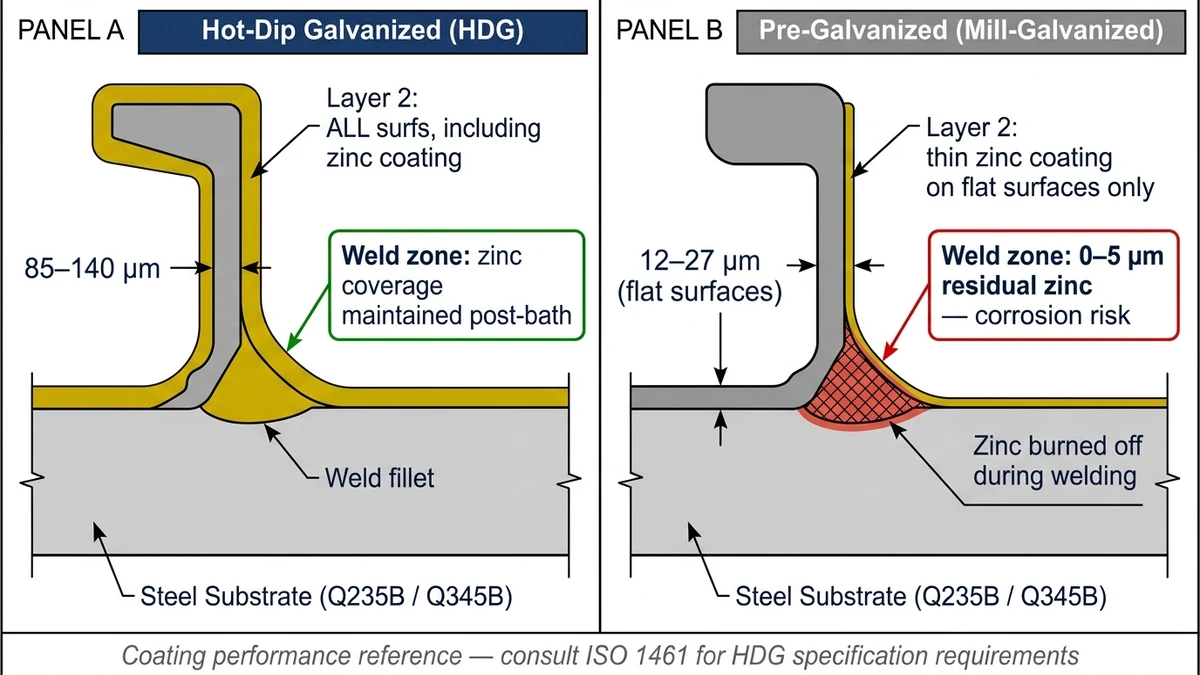
Figure 3. Zinc coating cross-section at rung-to-rail weld joint: HDG (left) maintains 85–140 µm uniform coverage post-fabrication; pre-galvanized (right) loses zinc protection at the weld heat-affected zone, leaving 0–5 µm residual coverage and exposing bare steel to corrosion.
[Expert Insight] — Field Signals That Separate Tier-1 from Tier-3 Chinese Factories
– A roll-forming line with CNC servo control produces tighter side-rail straightness (±0.5 mm/m) than a manually adjusted line; ask to see the machine spec sheet or a short video of the forming process in operation.
– Factories that source steel coil on the spot market introduce batch-to-batch yield-strength variability; a stable supply agreement with a named mill (e.g., Baowu, HBIS) is a meaningful quality signal.
– Pre-shipment inspection (PSI) access — the willingness to host a third-party inspector without negotiation — is one of the strongest behavioral proxies for factory confidence in outgoing product quality.
– In the Philippines 132 kV substation project (2023), a Zhejiang-based manufacturer with verified EN 61537 test reports reduced procurement cost by 38% versus the European alternative while meeting all deflection and corrosion resistance requirements — demonstrating that cost and compliance are not mutually exclusive when evaluation is systematic.
How to Audit a Chinese Ladder Cable Tray Supplier Before Placing Your First Order
Supplier auditing is the single highest-leverage step in cable tray procurement. For EPC buyers and importers, it determines whether you receive IEC 61537-compliant product or a visually similar substitute that fails under load. The four-step process below applies whether you conduct the audit in person or commission a third-party agency.
Step 1: Verify Certification Documentation
Request the supplier’s current IEC 61537 test report. It must specify the load class (Class A at 50 kg/m through Class D at 200 kg/m), the tested span, and the measured midspan deflection. Confirm the test was conducted by a CNAS-accredited or ILAC-recognized laboratory — not an internal factory lab. Cross-check the certificate number against the issuing body’s public database; this takes under five minutes and eliminates unverifiable certificates immediately.
For projects governed by NEC or UL standards, additionally verify UL Listed status under the relevant UL standard governing cable tray systems .
Step 2: Inspect Material Mill Certificates
For hot-dip galvanized steel trays, the zinc coating must meet a minimum of 85 µm average thickness per ISO 1461 on finished components. Request EN 10346 or GB/T 2518 mill certificates for the base steel and cross-reference the coil grade against the stated tensile strength (typically 280–550 MPa for structural grades). Stainless steel variants (304 or 316L) require a material traceability certificate linking the heat number to the finished tray.
Step 3: Conduct a Dimensional and Weld Quality Check
On a representative sample of at least 10 trays, verify rung spacing (standardly 300 mm or 450 mm per IEC 61537 Clause 6), side rail height, and splice plate hole alignment. Weld penetration on rung-to-rail joints should show no porosity or undercut when inspected under 10× magnification. A dimensional non-conformance rate above 2% on a sample lot is grounds for rejection — not negotiation.
Step 4: Review the Quality Management System
Confirm that ISO 9001:2015 certification scope covers cable tray manufacturing specifically, not just the parent company’s general operations. Ask for the most recent internal audit report and corrective action records. Suppliers who hesitate to share CAR logs typically have systemic process gaps that surface as field non-conformances after shipment.
Where to Source Ladder Cable Trays: Verified Channels and Minimum Vetting Criteria
Knowing where to look is only part of the sourcing challenge. The more consequential question is how to qualify what you find. For EPC buyers managing projects with 500 m or more of cable routing, a sourcing misstep creates downstream schedule and compliance risk that rarely surfaces until material is already on a vessel.
Direct Factory vs. Trading Company
Most experienced EPC procurement teams prefer direct factory sourcing for orders exceeding 5,000 kg per shipment. Direct sourcing provides full traceability of material certificates and coating batch records — a factory can issue mill certificates tied to specific steel heats, confirming yield strength ≥ 235 MPa (Q235B) or ≥ 355 MPa (Q355B) per GB/T 700. A trading company may not be able to trace this back to the original coil if the factory changes steel suppliers mid-order.
Trading companies remain useful for smaller mixed orders — typically under 2,000 kg — where consolidating multiple SKUs from one logistics partner reduces freight complexity. The trade-off is documentation depth.
Verified Sourcing Channels
Three channels consistently yield qualified ladder cable tray suppliers for export projects:
Trade platforms with factory audit records: Alibaba Gold Supplier status alone is insufficient; look for SGS or Bureau Veritas factory audit reports dated within 18 months.
Third-party sourcing agents with on-site QC capability: Particularly valuable in petrochemical or rail transit sectors where IEC 61537 Class C (≥ 150 kg/m) compliance must be witnessed, not just claimed.
Direct referral from EPC peers: In a 2023 substation expansion project in Southeast Asia (230 kV switchyard, approximately 12,000 meters of cable tray installed), the procurement team sourced hot-dip galvanized ladder trays through a peer referral network, reducing qualification lead time by six weeks compared to cold outreach.
Minimum Vetting Criteria Before Issuing a Purchase Order
IEC 61537 or GB 31251 third-party test report — confirm the tested tray width and rung spacing match your specification exactly, not just the load class designation.
Coating thickness test report — HDG zinc coating should meet ≥ 85 µm average per ISO 1461 for standard outdoor applications.
Production capacity confirmation — verify monthly output in tonnes against your delivery window; a factory producing 800 tonnes/month cannot fulfil a 3,000-tonne order in four weeks without quality shortcuts.
For projects requiring IEC 61537 cable tray load classification compliance documentation, the IEC standards portal provides the normative reference for load class definitions, test spans, and deflection limits.
For buyers evaluating how ladder cable tray selection integrates with broader cable management system design, our cable tray systems guide covers the full product family context. If you’re specifying for corrosive environments specifically, the electrical cable tray guide provides finish-specific selection guidance. Buyers at the early procurement stage may also find the overview of our complete ladder cable tray product series a useful reference for available widths, load classes, and finish options — and the cable tray accessories page covers support hardware and installation hardware by project type.rnrn—
Frequently Asked Questions
How do I verify that a Chinese ladder cable tray manufacturer genuinely meets IEC 61537 load class requirements?
Request the third-party test report — not just the certificate — from a CNAS-accredited or ILAC-recognized laboratory, and cross-check the certificate number on the issuing body’s public database. The report should specify the tested span, applied load, and measured midspan deflection, which must not exceed L/200 under proof load per IEC 61537 Clause 8.
What zinc coating thickness should I specify for hot-dip galvanized ladder cable trays in outdoor industrial environments?
ISO 1461 sets a minimum average zinc coating thickness of 85 µm for hot-dip galvanized steel components in most outdoor and industrial classifications, though actual project specifications may call for higher values in marine or chemical exposure zones.
What is the practical difference between sourcing from a direct factory versus a Chinese trading company for cable tray procurement?
Direct factories can issue mill certificates traceable to specific steel heats, enabling full material traceability per EN 10204 Type 3.1; trading companies are generally more suitable for smaller consolidated orders where logistics simplicity outweighs the need for deep documentation chains.
How does IEC 61537 load classification work, and which class applies to most industrial projects?
IEC 61537 defines four load classes — Class A (50 kg/m), Class B (75 kg/m), Class C (100–150 kg/m), and Class D (200 kg/m) — based on uniformly distributed load over a standard span; industrial projects such as petrochemical plants and substations commonly specify Class C or Class D depending on cable fill density and span distances.
Why does a galvanizing bath shorter than 6 m matter when evaluating a Chinese cable tray manufacturer?
Standard ladder cable tray rails are supplied in 6 m lengths; a galvanizing bath shorter than 6 m forces two-pass dipping, which can leave a coating inconsistency at the immersion overlap zone — a potential corrosion initiation point in humid, coastal, or offshore cable routing environments.
What documentation should I require before container loading on a first cable tray export order from China?
A complete export documentation package typically includes the commercial invoice, packing list, bill of lading, certificate of origin, EN 10204 Type 3.1 material test reports, dimensional inspection report, and the IEC 61537 type-test certificate — all submitted before vessel loading, not on arrival.
How do I assess whether a Chinese manufacturer can handle the volume requirements of a large EPC cable management order?
Request monthly rolling output figures in tonnes, current order backlog status, and shipping records or purchase order references from comparable large-volume deliveries; a manufacturer producing 800 tonnes per month cannot reliably fulfil a 3,000-tonne order in four weeks without capacity or quality trade-offs.
Kevin Zheng
Kevin Zheng is a manager linked to Shanghai Xinma Busway & Cable Tray Co., Ltd. He writes technical content on cable tray systems, installation practice, sizing logic, load classes, and related standards for industrial and infrastructure applications.