Which Cable Tray Material Works Best for Industrial Facilities?
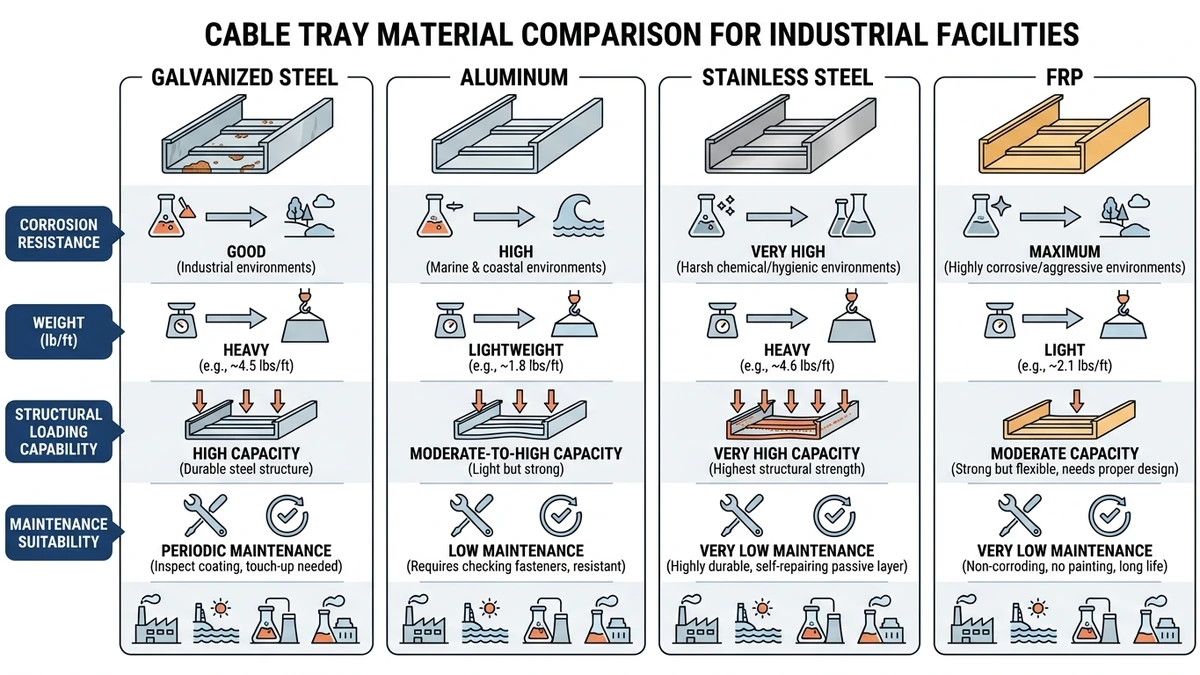
The best cable tray material for an industrial facility is the one that matches the site’s corrosion exposure, load over the real support span, and expected maintenance window. In most cases, galvanized steel suits dry indoor runs, aluminum helps where weight matters, stainless steel fits washdown or chloride exposure, and FRP is used in severe chemical environments where metallic systems become a maintenance burden.
Cable tray material selection is not just a finish choice. It affects support spacing, grounding strategy, thermal movement, fittings availability, and how long the system remains serviceable before shutdown-driven repair or replacement. IEC 61537 is the main performance framework for cable tray and cable ladder testing, while NEMA VE 1 remains a common construction reference for dimensions and configuration guidance. For standard context, see the IEC publication page for IEC 61537: IEC 61537 publication page.
How Do Engineers Choose Cable Tray Material for Corrosion, Load, and Service Life?
Engineers usually choose cable tray material in three steps: screen for corrosion first, verify load and deflection at the real span second, and check whether the service life justifies the maintenance burden. A tray can pass a day-one load test and still be the wrong choice if coating damage, section loss, or bonding degradation appears well before the target 20-30 year life.
Classify the corrosion environment first
Corrosion usually eliminates candidate materials faster than structural load does. Dry indoor electrical rooms may accept pre-galvanized steel, while outdoor process areas, wastewater zones, coastal facilities, and washdown spaces often require hot-dip galvanized steel, aluminum, stainless steel, or FRP.
A simple screen is whether the tray will see chlorides, standing moisture, condensate, abrasive dust, or pH below 4 or above 10. If yes, do not assume “indoor” means mild service.
Check load, span, and deflection together
After corrosion screening, verify mechanical performance at the installed support spacing. Under IEC 61537 logic, load class and deflection matter together; a material may survive the load but still deflect too much for cable retention, cover fit, or alignment.
Steel usually gives the highest stiffness for a given tray depth, while aluminum and FRP often need shorter spans to hold the same working load and deflection limit. That affects hanger count, seismic restraint, and installation labor as much as tray price.
Select for lifecycle service, not first cost
The most reliable material choice follows the operating environment, not the catalog discount.
Use pre-galvanized steel when
Use it in dry, accessible indoor areas with low chemical exposure and routine inspection access. It is usually the economical choice for utility spaces and general indoor manufacturing runs.
Avoid it where regular wetting, washdown, saline air, or trapped condensate are expected.
Use hot-dip galvanized steel when
Use it when structural stiffness matters and the atmosphere is moderately corrosive rather than aggressively chemical. It often fits outdoor utility areas and process-adjacent routes where steel’s rigidity is still useful.
Avoid it in sustained chloride-rich or heavy washdown zones if shutdowns for repair are costly.
Use aluminum when
Use it when weight reduction, easier handling, and good atmospheric corrosion resistance are valuable. It is often a good fit for long elevated runs and rooftop routes where dead load affects support steel and lifting.
Avoid it where strong alkalis, severe abrasive wear, or unmanaged dissimilar-metal contact are likely.
Use stainless steel when
Use it in washdown areas, food or pharmaceutical spaces, marine atmospheres, and chloride-bearing process environments. Grade 316 is typically preferred over 304 where chlorides are persistent.
Avoid it when the environment is mild and the higher cost does not improve maintenance interval or contamination control.
Use FRP when
Use it where severe chemical exposure or electrical non-conductivity drives the decision. FRP can sharply reduce corrosion maintenance in chemical processing, desalination, or highly aggressive wastewater service.
Avoid it when the design assumes the tray is part of the fault-current path, or where impact, fire-performance limits, or elevated temperature make nonmetallic tray harder to justify.
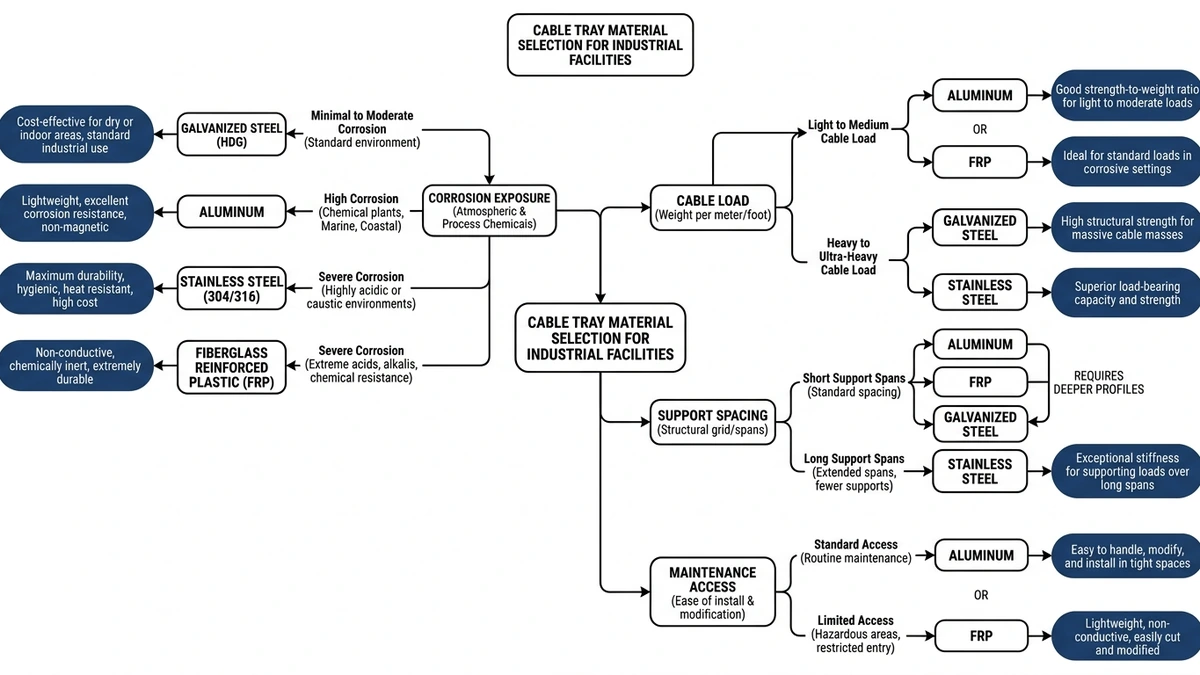
Figure 1. Decision matrix linking cable tray material choice to corrosion level, cable loading, support spacing, and maintenance access in industrial facilities.
Steel vs Aluminum vs Stainless Steel vs FRP: Which Material Fits Which Industrial Facility?
The useful engineering comparison is not “best material,” but which material keeps acceptable capacity, corrosion resistance, bonding behavior, and maintenance burden in that facility. In practice, the decision usually comes down to one controlling penalty: weight, corrosion, deflection, electrical continuity, or replacement frequency.
Engineering comparison by facility condition
Material
Best-fit facility condition
Mechanism
Typical design advantage
Main penalty
What it changes in design
Carbon steel
Dry indoor plants, general industrial power runs, utility spaces
High modulus gives better stiffness at a given profile depth
Often supports heavier cable loads and longer spans, commonly around 2.5-3.0 m depending on tray class
Corrodes faster in wet, chemical, or coastal service; heavier dead load
Support steel, hanger loads, and seismic forces increase with mass
Aluminum
Rooftops, elevated runs, large indoor facilities, moderate outdoor corrosion exposure
Lower density reduces self-weight significantly
Easier handling and reduced support loading
Lower stiffness can increase deflection; thermal expansion is higher
Span may need to drop by roughly 10-20% versus steel for similar load/width targets
Stainless steel
Washdown, food and beverage, pharmaceutical, marine, chloride-rich areas
Alloy chemistry improves resistance to corrosion and contamination
Lower replacement and cleaning-related maintenance in aggressive service
Higher material and fabrication cost
Grade selection, fittings availability, and field modification planning become more important
FRP
Severe chemical plants, corrosive wastewater, desalination, electrically isolated areas
Nonmetallic structure resists many corrosive media and does not rust
Very strong corrosion resistance with low weight
No metallic fault path; creep, impact, and fire-performance checks are more critical
Bonding must be designed separately, and support spacing often becomes shorter
How to read the trade-offs
If load and span dominate, start with steel. If support dead load or manual handling is the main limit, start with aluminum. If corrosion plus hygiene controls lifecycle cost, start with stainless steel. If chemical attack would consume metallic tray maintenance budgets, start with FRP, then review electrical and fire implications before locking it in.
A common example is a 600 mm tray carrying 60-120 kg/m of cable: steel usually preserves span and deflection margin most easily, while aluminum can still be attractive on rooftop runs if thermal movement and deflection are addressed early.
[Expert Insight]
A lighter tray does not automatically lower total installed cost.
Stainless steel usually pays back only where exposure is persistent.
FRP solves corrosion problems, but bonding continuity must be designed separately.
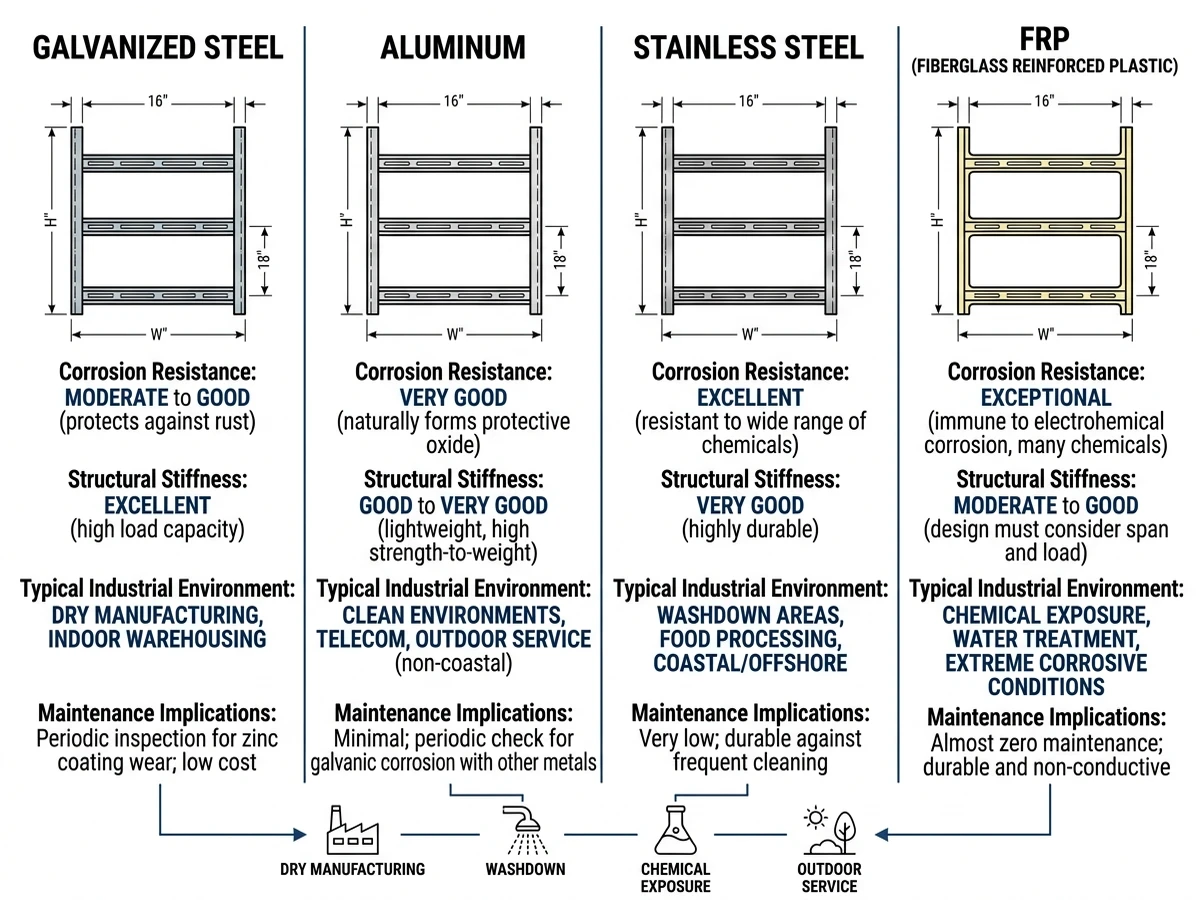
Figure 2. Side-by-side comparison of cable tray materials showing best environment, key advantage, and main limitation for industrial applications.
What Changes in Real Industrial Conditions?
Real operating conditions push material selection away from catalog assumptions. Corrosion rate, washdown chemistry, impact exposure, ambient heat, and maintenance access often matter more than tray purchase price once the system is in service.
When corrosion becomes the governing factor
A pre-galvanized steel tray may perform well in a clean indoor room but deteriorate quickly over a wastewater channel, near a cooling tower, or in fertilizer handling areas. Corrosion usually starts where moisture stays trapped and coatings are most vulnerable, such as fittings, covered bends, and support interfaces.
That is why the harshest short segment of a route often governs material choice more than the average condition of the building.
When heat affects both material and tray type
High ambient temperature changes more than cable ampacity. It also affects thermal expansion, coating life, and long-run alignment, especially in roof-level process areas or near dryers and furnaces.
Aluminum expands more than steel, so long outdoor runs need proper expansion detailing. Steel usually holds alignment better in hot mechanical spaces, while stainless steel is often chosen where heat and chemical cleaning occur together.
Field-style selection scenarios
Dry indoor plant with 3 m spans
Use galvanized steel when chemical exposure is low and the owner wants economical stiffness with straightforward bonding.
Avoid over-specifying stainless steel unless washdown, contamination, or corrosion history supports it.
Food, beverage, or pharmaceutical washdown area
Use 304 or 316 stainless steel where frequent cleaning, hygiene, and residue control matter more than first cost.
Avoid aluminum if cleaning chemistry or mixed-metal details are not tightly controlled.
Outdoor marine or coastal route
Use 316 stainless steel, or consider aluminum only after checking galvanic interfaces, cover hardware, and maintenance access.
Avoid assuming that “outdoor rated” means suitable for persistent chloride exposure.
Heavy industrial route with vibration or point loading
Use steel ladder tray where impact resistance, concentrated maintenance loads up to about 100 kg point load, and stiffness dominate.
Avoid FRP unless the chemical benefit clearly outweighs impact and support-spacing penalties.
[Expert Insight]
Material mismatches usually show up first at accessories, not tray rails.
Heat-related service calls often come from cover movement, splice stress, and restraint details.
In mixed environments, zoning the material by area is often more efficient than using one material everywhere.
Which Selection Mistakes Cause the Most Rework Later?
Most rework starts when cable tray material is chosen for one variable and checked against the rest too late. Typical examples are corrosion being considered without span review, weight being reduced without checking deflection, or FRP being substituted after the electrical design assumed metallic bonding continuity.
Mistake 1: Treating “indoor” or “outdoor” as enough information
Those labels are too broad for industrial facilities. A dry electrical room and a washdown process bay do not belong in the same material category.
Check actual wetting frequency, residue chemistry, and whether cleaning chemicals remain on the tray after washdown.
Mistake 2: Locking material before span and deflection review
A corrosion-resistant tray can still be the wrong choice if it needs much shorter support spacing. A route acceptable at 3.0 m in steel may need to drop toward 1.5-2.0 m in FRP for a similar working load and deflection limit, depending on the tested system.
Check tested load tables, project deflection criteria, and the effect of covers and fittings on allowable span.
Mistake 3: Ignoring electrical continuity and fault-path assumptions
Steel and aluminum trays can contribute to bonding continuity when designed and installed that way. FRP cannot, so later substitution may require bonding jumpers, separate conductors, and new connection details.
Check bonding at expansion points, fault-current assumptions, and support-to-tray continuity details before changing material.
Mistake 4: Changing material without checking thermal and cable-fill consequences
Material shifts often trigger tray-type shifts, and covered or solid-bottom arrangements can reduce heat dissipation compared with ladder or ventilated tray. On high-fill power runs, even modest thermal margin loss can force a wider tray or parallel routing.
Check fill ratio, cable ampacity derating, and whether covers are operationally required or just preferred.
Mistake 5: Overlooking fittings and mixed-metal interfaces
Straight sections rarely cause the most trouble. Rework usually starts at bends, tees, reducers, cover clamps, and support attachments, and aluminum connected directly to carbon steel in damp service can create galvanic corrosion.
Check fittings stock, fastener material, isolation pads, and accessory finish compatibility before release.
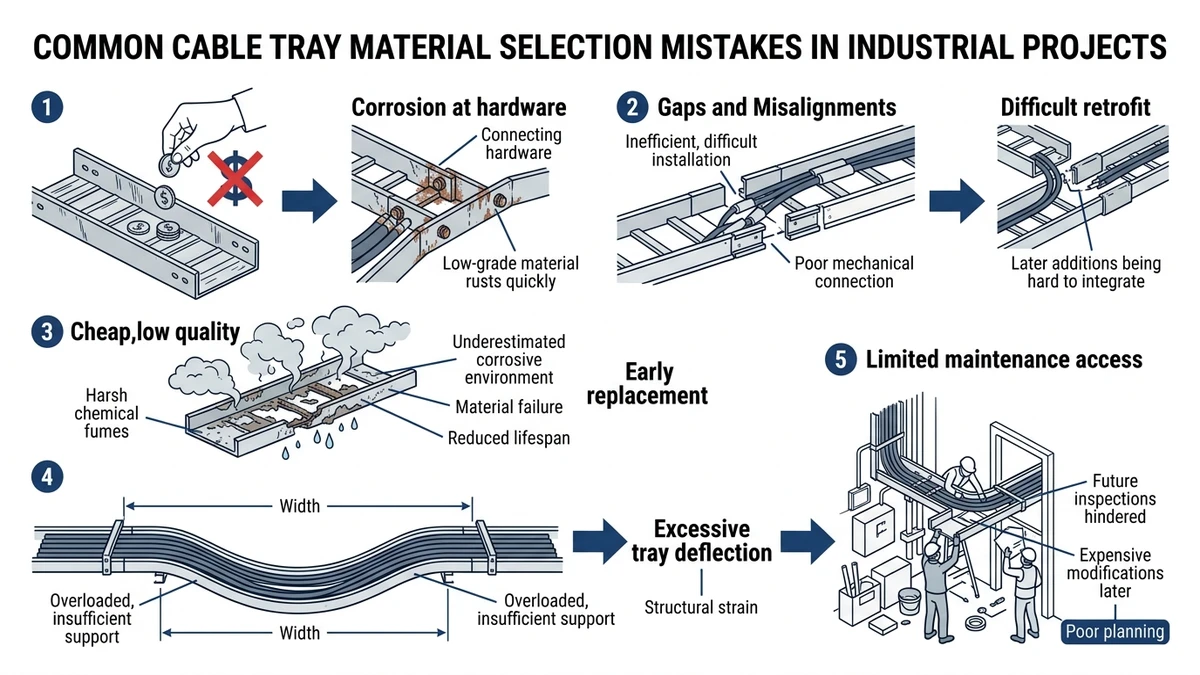
Figure 3. Common industrial tray selection errors showing how poor material, fittings, and span choices increase rework and maintenance burden.
How Xinma Helps Coordinate Material Choice, Loading, Corrosion, and Fittings Details
A cable tray system works only when the material decision is coordinated with loading, support span, fittings geometry, and electrical detailing. Changing from pre-galvanized steel to aluminum, stainless steel, or FRP can shift self-weight, practical support spacing, and the way covers, splice plates, earthing jumpers, and support brackets must be specified.
What should be checked as one package
A workable specification set should review corrosion class by route segment, cable load in kg/m with future fill margin, support spacing and deflection criteria to IEC 61537, fittings schedule, bonding and grounding method, thermal movement, and support or seismic coordination.
The most expensive corrections usually happen after cable pulling starts. A 600 mm tray may look acceptable on a straight run, then lose margin once a tee, reducer, cover, or vertical offset is added.
If the project team already has preliminary widths and route conditions, it helps to validate them against practical tray dimension guidance and support spacing considerations before procurement. Where high current density or parallel feeders are involved, some projects also compare tray routing against a busway alternative for concentrated distribution paths.
Technical CTA
If you are finalizing a specification, the useful review is not “which tray looks better,” but whether the selected material still works after span, fittings, bonding, and corrosion zone changes are applied to the full route. Xinma can help review tray material schedules, accessory compatibility, and route-by-route support assumptions so the installed system remains coordinated rather than corrected in the field. For teams still building the basis of design, our cable tray product range overview is a practical starting point before locking widths, materials, and accessory schedules.
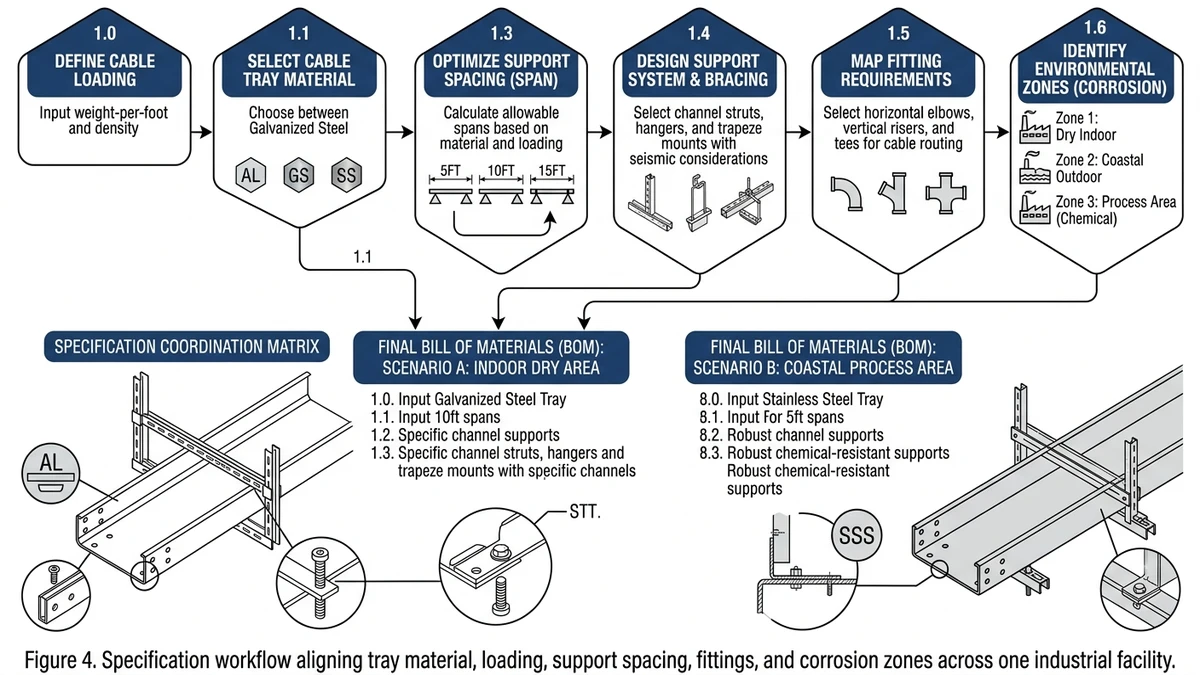
Figure 4. Specification workflow aligning tray material, loading, support spacing, fittings, and corrosion zones across one industrial facility.
Frequently Asked Questions
How do I choose between galvanized steel and stainless steel cable tray?
Start with the environment rather than price. Galvanized steel generally fits dry or mildly corrosive areas, while stainless steel is easier to justify where washdown, chlorides, or contamination control drive maintenance cost.
Is aluminum cable tray strong enough for industrial power cables?
Often yes, but the decision depends on tested load rating, tray width, and support spacing. Aluminum can carry industrial cable loads when properly sized, though deflection and thermal movement need closer review than with steel.
When should FRP cable tray be specified in a plant?
FRP is typically considered when chemical exposure is severe enough that metallic trays would need frequent maintenance or early replacement. It should be reviewed carefully where fire performance, impact resistance, or bonding continuity are important.
Does cable tray material affect grounding and bonding?
Yes. Metallic tray systems can contribute to bonding continuity when detailed correctly, while nonmetallic systems such as FRP generally require separate bonding provisions and should not be assumed to provide the same electrical path.
What should I check before changing tray material late in a project?
Review support spacing, fittings availability, bonding details, dead load, and corrosion compatibility as one package. Late substitutions often look equivalent on paper but still change deflection, hardware, or installation sequencing enough to create rework.
Can one facility use more than one cable tray material?
Often yes, especially in plants with dry utility areas, outdoor process zones, and washdown rooms on the same project. Zoning by exposure is often more practical than forcing a single material across every route.
Does a lighter cable tray always reduce installed cost?
Not necessarily. A lighter tray can simplify handling and reduce support loads, but it may also require shorter spans, more accessories, or additional expansion detailing that offsets some of the savings.
Kevin Zheng
Kevin Zheng is a manager linked to Shanghai Xinma Busway & Cable Tray Co., Ltd. He writes technical content on cable tray systems, installation practice, sizing logic, load classes, and related standards for industrial and infrastructure applications.